





































Apparently the ‘DT’ in DT Swiss stands for Drahtwerke Tréfileries, the German and French words for ‘wireworks’. So, overall, the name means ‘wireworks made in Switzerland’. It’s appropriate, then, that the factory is now occupying its second site in Biel, the biggest bilingual town in Switzerland. It’s also home to many of Switzerland’s finest watchmakers – Rolex, Omega and Swatch are based there, so any references to DT Swiss hubs running like clockwork are entirely justified.
DT Swiss’s predecessor, the United Wireworks company, can be traced back to the 17th century. In 1994, a management buyout of its spoke business laid the foundations for the brand we know today. The 1995 launch of their Star Ratchet hubs was followed by a further hub lineup in 1999, and the start of nipple production. The first mountain bike shocks were produced in 2001 and rims began in 2003, followed by complete wheels in 2004 and, finally, forks in 2006.
With a boom in the global market, modern materials and production methods, DT Swiss have established production sites across the world – there’s Grand Junction, Colorado, DT Asia in Taiwan, DT France, and DT Poland as the wheel-building centre (no hoops are built in bulk in Biel any more). All design, development and product testing is still centred in Biel, though.
As mountain, road and leisure bike technology shows no sign of slowing its advancement, the sheer number of product lines on offer and in development by a company such as DT Swiss is daunting. Then there’s factory support (particularly at MTB events), warranty and servicing to consider. All are very necessary functions, but we begin our tour as near to the start of the process as possible.
The factory floor
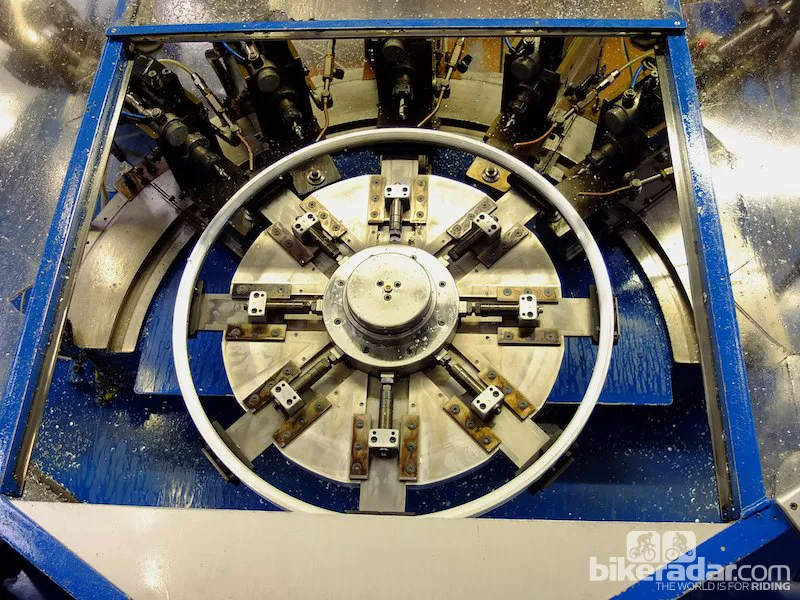
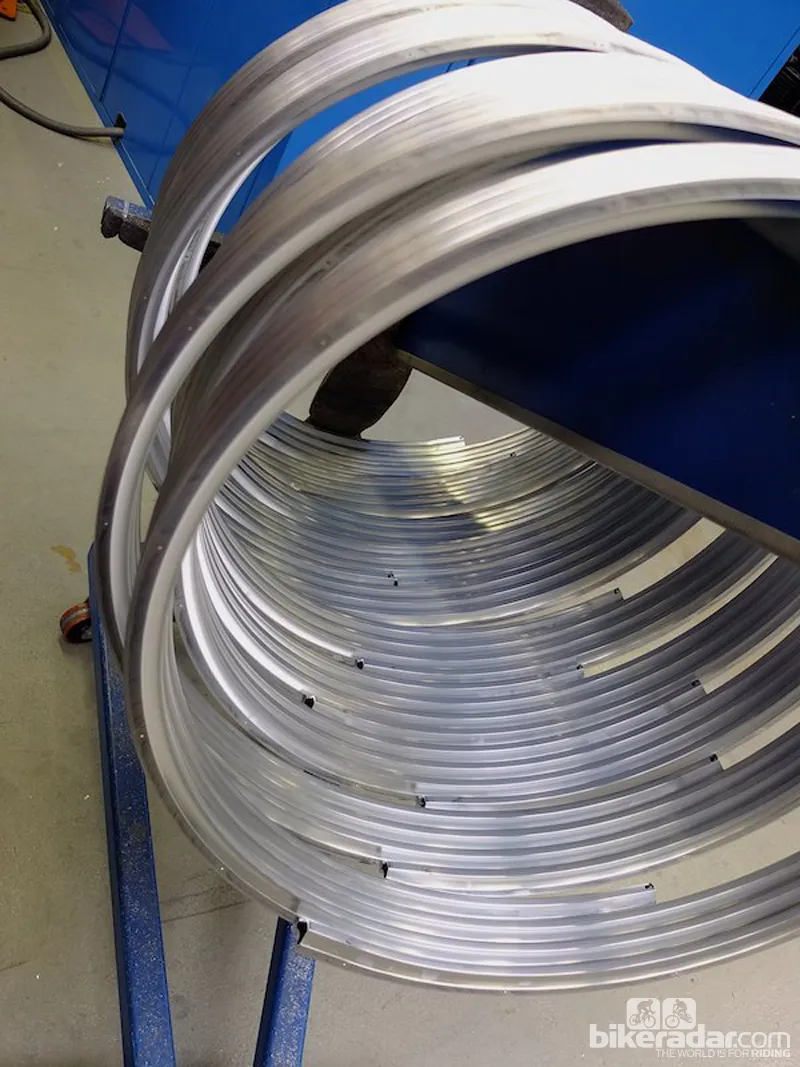
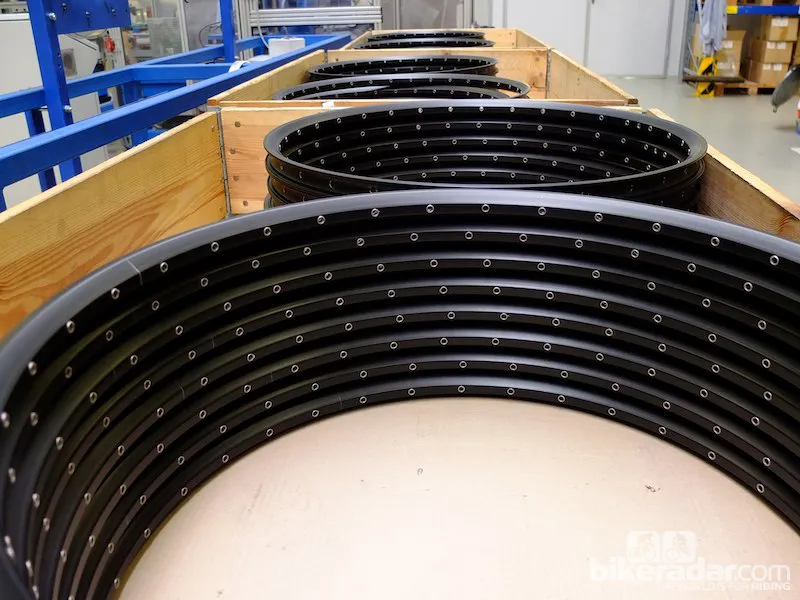
Aluminium rim profiles are shipped in from a German factory in lengths of about 6m, and are bent, spring-like, into sections that will form three rims. They’re then cut into exact rim sizes, and a joining insert is pushed in manually before the join is automatically welded. Another machine mills the excess metal away, and every joint is then hand-finished for perfect smoothness.
Each of these sections is several metres of aluminium ready for forming
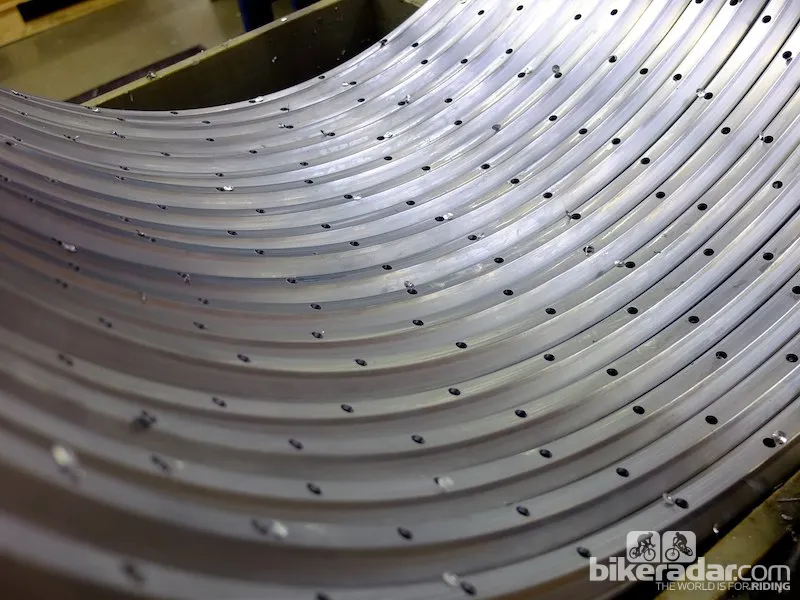
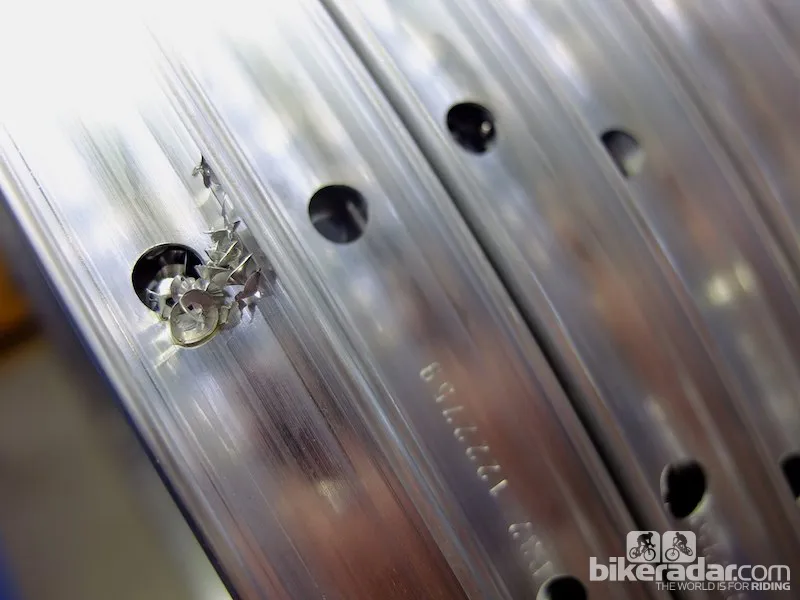
Spoke holes are drilled and eyelets added where necessary before each rim is checked manually for strength and integrity. From here, a final process machines a perfect braking track onto the rim, and they’re ready for final preparation and addition of decals.
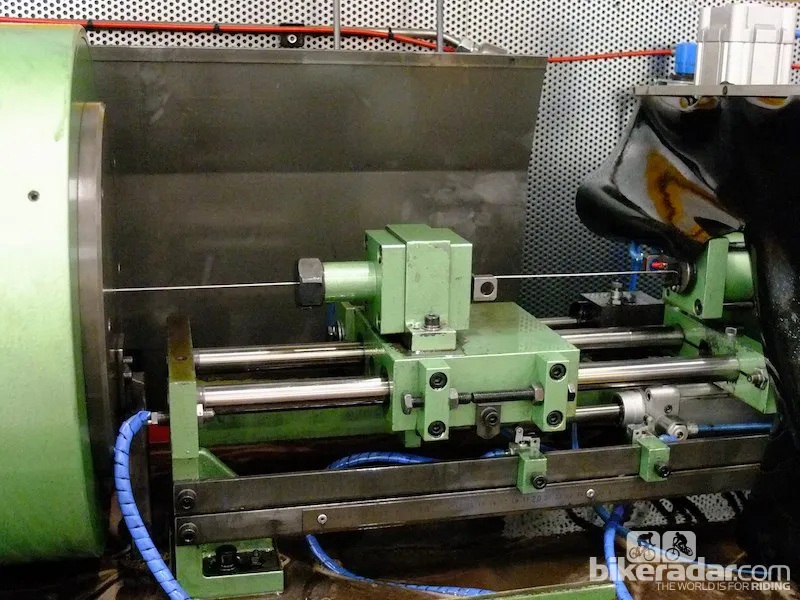
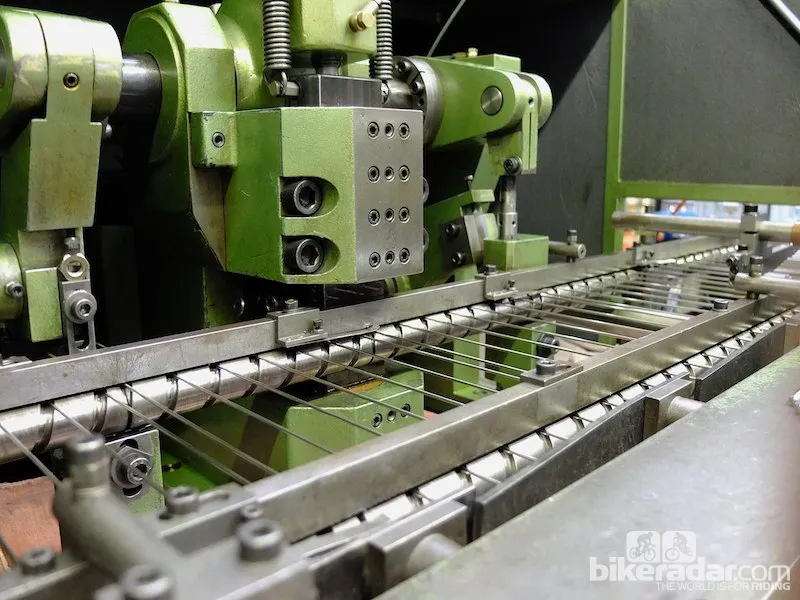
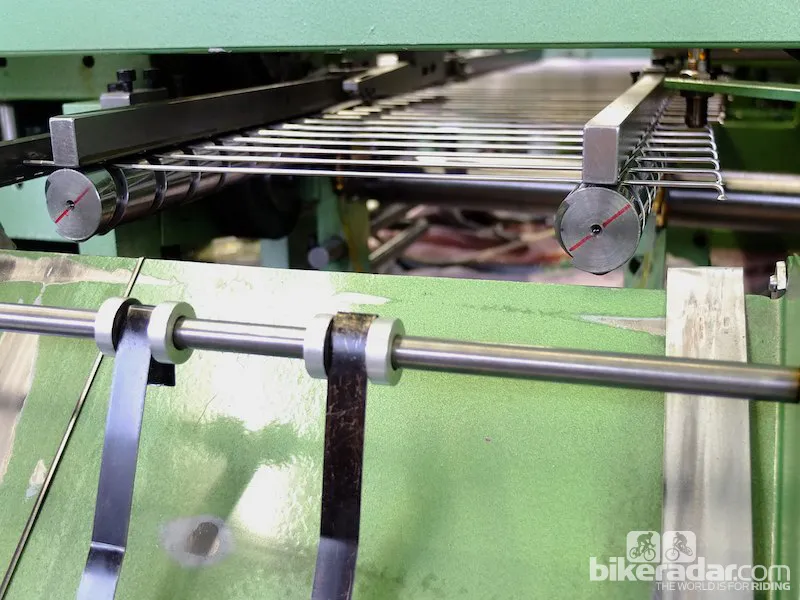
Huge reels of fine Swedish or Italian steel wire are lined up on pallets. Weighing in at about 800kg each, there’s enough for a lot of spokes – but, then, DT Swiss make a lot of spokes! Like a giant metallic loom, the wire reels feed in to rows of decades-old machines. These cut it to length and form the elbow and spoke head. For butted spokes, a mobile set of tiny hammers travel along the wire and literally beat it thinner, although very accurately. Each machine can produce a plain gauge spoke roughly once every second, and a butted one in maybe 10 seconds. It’s a huge operation.
A reel of steel wire in use
The nipple production section uses somewhat beefier reels of brass wire. Sections are cut and stamped to form the familiar mushroom-shaped nipples. At this stage, though, they’re still solid, so have to be further machined to introduce the thread needed.
Finishing touches
Upstairs, away from the noisy factory floor, is an oasis of calm that’s populated by packers and hub production lines. Crates of suspension forks await final packing before being sent to customers, and a selection of typical DT Swiss products is laid out for us to peruse. Some are familiar, others less so. We spot some Bontrager Aeolus hubs, as used by a certain Mr Armstrong, being branded with the DT Swiss name. Workers with industrious fingers assemble freehubs, press in seals, glue and screw hub flanges in place, add decals or work on laser-etching machines. All is calm and efficient. It’s running, well, like clockwork…
Assembling a sea of Bontrager Aeolus hubs
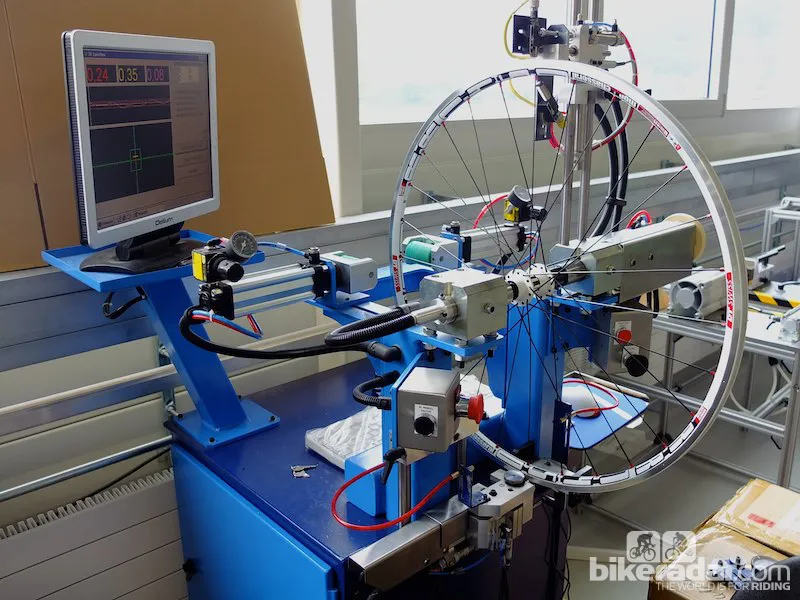
After failing to spot any prototypes we aren’t supposed to see, we glimpse the testing facility, where wheels, forks and components are subjected to a lifetime’s abuse in a matter of days. Wheels run on large rolling drums and have to cope with torsional forces as the rigs apply lean angles. These machines run constantly, so staff have to change the test tyres regularly – they usually wear out long before the wheels.
We spot a couple of special items being checked, including this deep carbon rim intended for a racing wheelchair, with an appropriately specialist hub:
Of course, our tour only covers DT Swiss’s aluminium rim production, as their carbon products come from their Asian facility. All rims are built by 80 or so talented wheelsmiths in Poland before ending up on your (or a top pro’s) bike.
Exiting the impressive factory area, it’s amusing to find that even the hangers for DT-branded clothing in the reception area are formed from rim sections. That’s the sort of attention to detail we like!

