All-access tour inside the world's largest bicycle manufacturer
Giant's primary carbon and high-end aluminium frame factory is located at its global headquarters in Taichung, Taiwan. We got an all-access, in-depth look inside
Giant's primary carbon and high-end aluminium frame factory is located at its global headquarters in Taichung, Taiwan. We got an all-access, in-depth look inside - James Huang/Future Publishing
The front of the building is rather modest, comprising a small courtyard and a handful of concrete statues - James Huang/Future Publishing
Giant has deep roots in BMX - James Huang/Future Publishing
Giant chairman King Liu started Giant in 1972 but only recently became an avid cyclist himself. These days - at the age of 79 - he regularly commutes into the office. In fact, we saw him clickety-clack through the halls in his cycling cleats shortly after we arrived one morning - James Huang/Future Publishing
The lobby of the Giant factory in Taichung serves double duty as a small showroom for key models - James Huang/Future Publishing
Giant chairman King Liu doesn't just run the company; he now also serves as a personal inspiration for his employees, having circumnavigated the island of Taiwan by bike in 2007 and completing an arduous ride of nearly 1,000 miles from Shanghai to Beijing - James Huang/Future Publishing
The bright, airy, and colorful main lobby of the Giant factory in Taichung, Taiwan - James Huang/Future Publishing
Scores of containers are lined up in the main shipping and receiving area. There's an immense amount of raw and finished goods that passes through here - James Huang/Future Publishing
It's often hot and humid in Taichung. Drink up - James Huang/Future Publishing
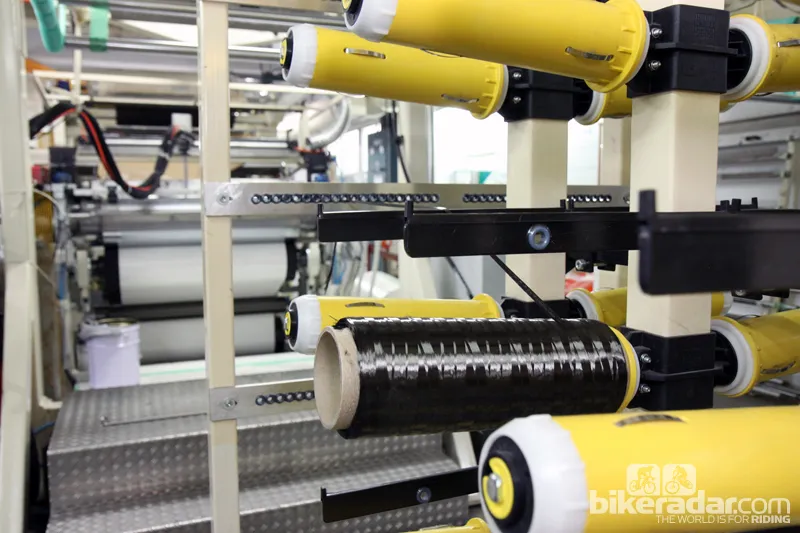
No, this isn't an industrial wine cellar. Normally, spools of raw carbon fibre are racked up here so that they can be made into woven or unidirectional pre-preg sheets. Giant is one of an extremely select group of bicycle manufactures to actually produce its own starting materials - something that not only reduces costs over the long term but also gives the company more control over its processes - James Huang/Future Publishing
Raw carbon fibre is fed off of the spool through a variety of guides and rollers - sort of like a huge sewing machine - James Huang/Future Publishing
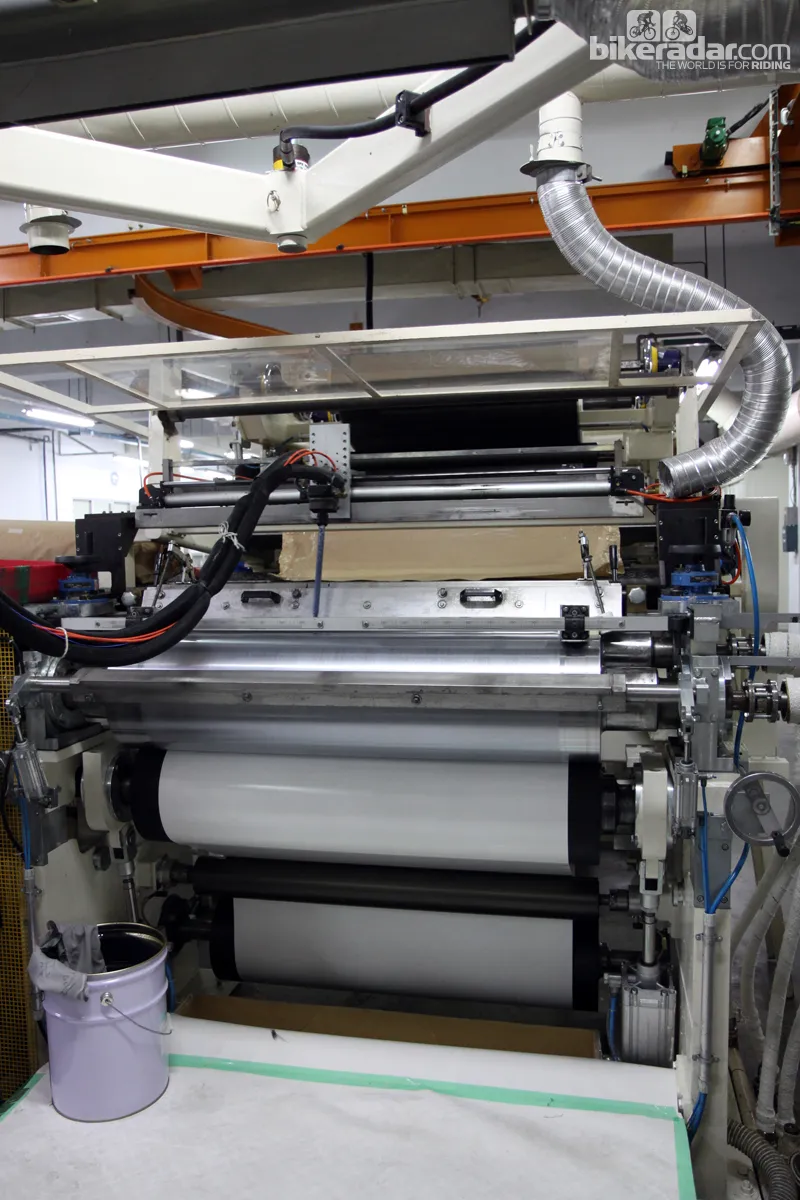
Where the magic happens: this is where custom resins - produced in-house - are carefully applied to sheets of raw carbon fibre. Giant engineers were extremely apprehensive while we were in this area as the process had supposedly never been shown to outsiders - James Huang/Future Publishing
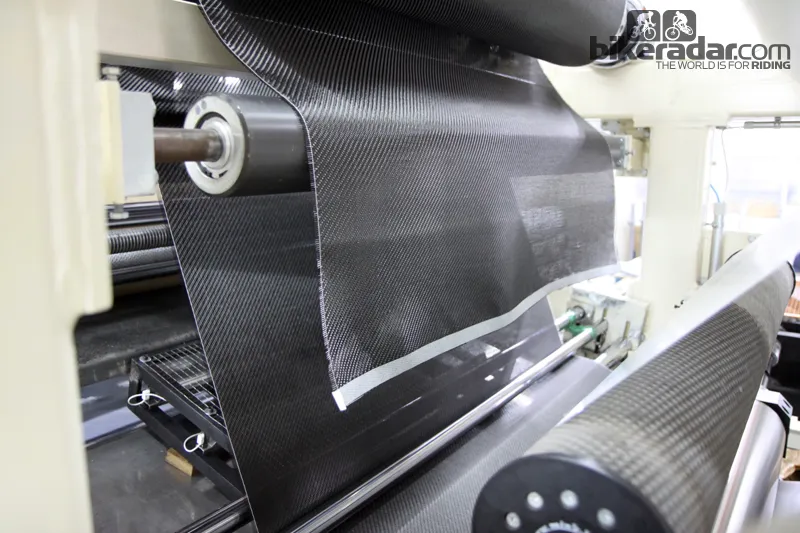
Woven sheets like this are often used as protective top layers or as additional structural reinforcements in key areas - James Huang/Future Publishing
Backing paper is automatically applied as the raw carbon sheets emerge from the resin applicator - James Huang/Future Publishing
Watch your fingers… - James Huang/Future Publishing
The two-part epoxy resin is thoroughly blended as it passes through the mixer tube, which is then rasters back and forth to provide the steel roller with an even amount of material to apply to the carbon fibre sheet on the other side - James Huang/Future Publishing
The finished pre-preg sheets are then rolled on to huge cardboard tubes for storage - James Huang/Future Publishing
Unidirectional sheets are cut with a computer-controlled blade before being rearranged into various bias-ply sheets - James Huang/Future Publishing
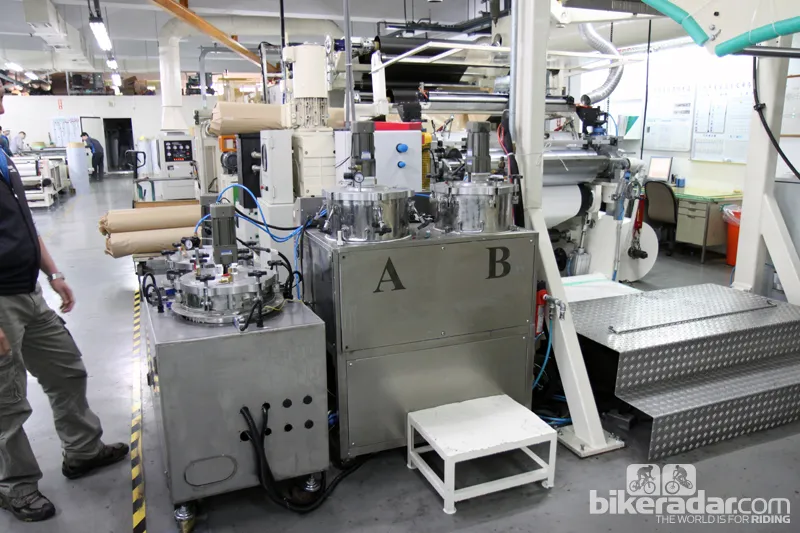
Custom two-part epoxy resins are kept under controlled conditions in these machines before they're mixed together and applied to raw carbon fibre sheets - James Huang/Future Publishing
Finished pre-preg carbon fibre sheets are stored in a freezer to keep the epoxy from curing - James Huang/Future Publishing
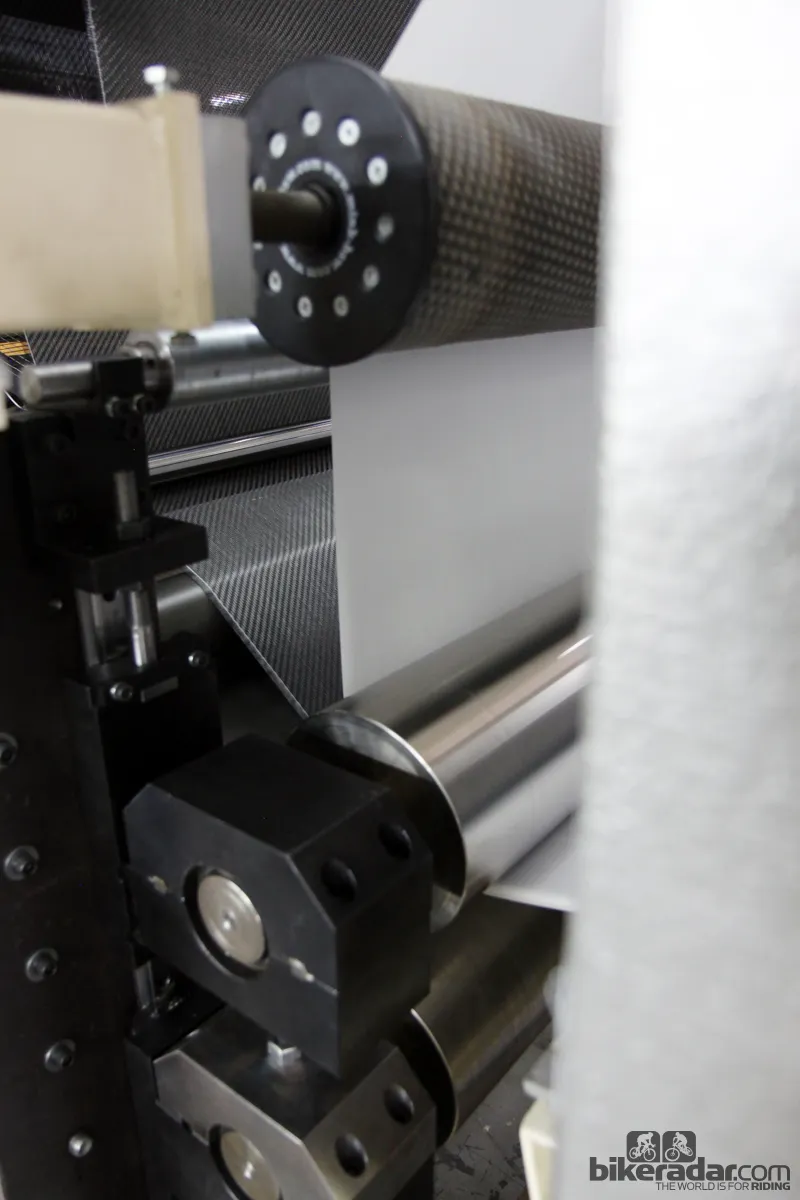
Sections of 45-degree bias ply unidirectional carbon fibre are butted together before new backing paper is applied - James Huang/Future Publishing
All of the edges must match up perfectly - James Huang/Future Publishing
A laser provides automated backup to ensure that there is backing paper applied on the entire roll of carbon fibre - James Huang/Future Publishing
The Giant factory in Taichung, Taiwan is an enormous, sprawling complex - James Huang/Future Publishing
Lunchtime in the company cafeteria - James Huang/Future Publishing
Needless to say, we jumped at the opportunity to have lunch in the cafeteria along with the employees. And yes, the food was good - James Huang/Future Publishing
Even Giant company chairman King Liu eats in the same cafeteria as the factory workers. He arrived late, though, so he enjoyed a quiet meal to himself - James Huang/Future Publishing
BikeRadar was given an exclusive, all-access tour of the Giant factory in Taichung, Taiwan. We were permitted to go where others previously could not, and were able to shoot as many images as we desired - James Huang/Future Publishing
Buildings are organised in rows with each block containing a separate process. Sheltered walkways in between each building allow for transfer of materials from step to step protected from the weather - James Huang/Future Publishing
The old water tower provides a good look at the original company logo - James Huang/Future Publishing
Seriously, folks, this place is huge - James Huang/Future Publishing
Giant Bicycles truly lives up to its name – it's the undeniable 800lb gorilla of the bicycle industry. In 2012, the company generated US$1.8 billion in annual revenue globally, both under its own label and as a builder for other brands.
All of its carbon fibre and premium aluminium frames are manufactured in a sprawling facility in Taichung, Taiwan, and BikeRadarbrings you an in-depth, all-access look inside.
Founded in 1972 by current company chairman King Liu, Giant started as a contract manufacturer. Things weren't looking rosy from the outset. That year, Giant produced just 3,800 bicycles. That's all changed now, however, thanks to a hard-earned reputation for consistently delivering high build quality at reasonable prices – first in steel for Schwinn back in its heyday, then aluminium and now carbon fibre.
Today, Giant builds more than 6.3 millionbikes worldwide annually – a number equivalent to roughly half of all adult bikes sold in the United States each year. Of that, about 70 percent bear the Giant brand name while the remaining 30 percent is contract work for others.
One of the biggest keys to Giant's financial success has been its long-standing decision to integrate as many parts of the manufacturing process under its own roof. According to Giant CEO Tony Lo, this not only helps to ensure quality but it also decreases long-term costs – after all, fewer outside steps means fewer markups along the way, and fewer questions about whether something was done correctly.
Seriously, folks, this place is huge: seriously, folks, this place is huge - James Huang/Future Publishing
Giant's Taiwan factory
For example, Giant doesn't just weld its own aluminium frames; it also smelts its own alloys and forms its own aluminium tubing. And for carbon frames, Giant isn't merely content to take delivery of pre-preg carbon fibre sheets that were manufactured by a third party. Save for creating the fibres themselves, Giant is unique among large manufacturers in that it controls the entire process every step of the way afterward.
For part one of this four-part series, we'll take a look at how the manufacturing juggernaut turns that raw fibre into usable materials.
From fibre to fabric
Carbon fibre arrives at the Giant factory in surprisingly small spools. Multiple types of fibres are used, too, varying in characteristics such as modulus (or stiffness) and tow (how many fibres are bundled together per strip).
Raw carbon fiber is fed off of the spool through a variety of guides and rollers - sort of like a huge sewing machine: raw carbon fiber is fed off of the spool through a variety of guides and rollers - sort of like a huge sewing machine - James Huang/Future Publishing
Raw carbon fibre is fed off of the spool through a variety of guides and rollers - sort of like a huge sewing machine
From here, the fibres are fed into what's best described as a huge, industrial loom that lays them out in even layers. Giant makes all of its unidirectional fabrics in-house but woven cloth – the mostly cosmetic layer that many people imagine when they think of carbon fibre – is purchased pre-made.
Either way, all of that carbon fibre starts out dry and has to be impregnated with resin. Exactly how that happens has up until now been an extremely closely guarded secret but we were given exclusive access to view the process ourselves – and more importantly, document it.
Where the magic happens: this is where custom resins - produced in-house - are carefully applied to sheets of raw carbon fiber. giant engineers were extremely apprehensive while we were in this area as the process had supposedly never been shown to outsiders: where the magic happens: this is where custom resins - produced in-house - are carefully applied to sheets of raw carbon fiber. giant engineers were extremely apprehensive while we were in this area as the process had supposedly never been shown to outsiders - James Huang/Future Publishing
Where the magic happens: this is where custom resins - produced in-house - are carefully applied to sheets of raw carbon fibre
Giant stores its custom two-part epoxy resins in separate containers that are combined only when needed in a special mixing applicator. The carbon fibre sheets are sandwiched in between enormous stainless steel rollers (picture a newspaper printing press) and that mixing applicator then applies the blended resins to one side of the sheet in a back-and-forth pattern.
As the sheet is squeezed through, the rollers not only force the resin in between the fibres but they also guarantee a uniform distribution throughout the sheet.
The two-part epoxy resin is thoroughly blended as it passes through the mixer tube, which is then rasters back and forth to provide the steel roller with an even amount of material to apply to the carbon fiber sheet on the other side: the two-part epoxy resin is thoroughly blended as it passes through the mixer tube, which is then rasters back and forth to provide the steel roller with an even amount of material to apply to the carbon fiber sheet on the other side - James Huang/Future Publishing
The two-part epoxy resin is thoroughly blended as it passes through the mixer tube, which is then rasters back and forth to provide the steel roller with an even amount of material to apply to the carbon fibre sheet on the other side
Just after the sheet passes through the rollers, backing paper is applied to both sides to keep the sheet from sticking to anything and then it's all rolled up on giant tubes.
Watch your fingers…: watch your fingers… - James Huang/Future Publishing
Mind those fingers!
This process only works for woven and unidirectional sheets, however. Bicycle frames require layered orientations too, and these have to be made in an additional step.
Those unidirectional sheets are fed on to a computer-controlled cutting table that lops off sections at predetermined angles depending on what's needed.
Sections of 45-degree bias ply unidirectional carbon fiber are butted together before new backing paper is applied: sections of 45-degree bias ply unidirectional carbon fiber are butted together before new backing paper is applied - James Huang/Future Publishing
Sections of 45-degree bias ply unidirectional carbon fibre are butted together before new backing paper is applied
Workers then remove the backing paper from one side of the sheet and overlap the layers by hand. When all is said and done, what's left is a two-layered pre-preg sheet with fibres that are now angled relative to each other – and it all still fits on the same roll as before to facilitate storage.
The finished pre-preg sheets are then rolled on to huge cardboard tubes for storage: the finished pre-preg sheets are then rolled on to huge cardboard tubes for storage - James Huang/Future Publishing
The finished pre-preg sheets are rolled on to huge cardboard tubes for storage
From there, it's off to the freezer where the pre-preg materials are stored until they're needed.
Finished pre-preg carbon fiber sheets are stored in a freezer to keep the epoxy from curing: finished pre-preg carbon fiber sheets are stored in a freezer to keep the epoxy from curing - James Huang/Future Publishing
Freezer storage for the carbon fibre sheets
In part two of this exclusive series, we'll show you how this carbon fibre is transformed into complete frames. Trust us – you won't want to miss it.
James Huang is BikeRadar's former technical editor. After leaving BikeRadar in 2016, he worked at CyclingTips and Escape Collective. He now runs the Substack cycling publication N-1 Bikes.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk