Enduro Bearings' factory turns out premium US-made smoothness
Enduro Bearings' factory turns out premium US-made smoothness
Watch XD-15 ceramic bearings being manufactured step-by-step
Enduro is one of the biggest names in the cycling industry when it comes to cartridge bearings. While most of its bearings are made in Asia, its premier products are actually manufactured in California, which is exceptionally rare
Enduro is one of the biggest names in the cycling industry when it comes to cartridge bearings. While most of its bearings are made in Asia, its premier products are actually manufactured in California, which is exceptionally rare - James Huang / Immediate Media
The special steel Enduro uses for its top-end XD-15 bearings is only available from a single foundry in France - James Huang / Immediate Media
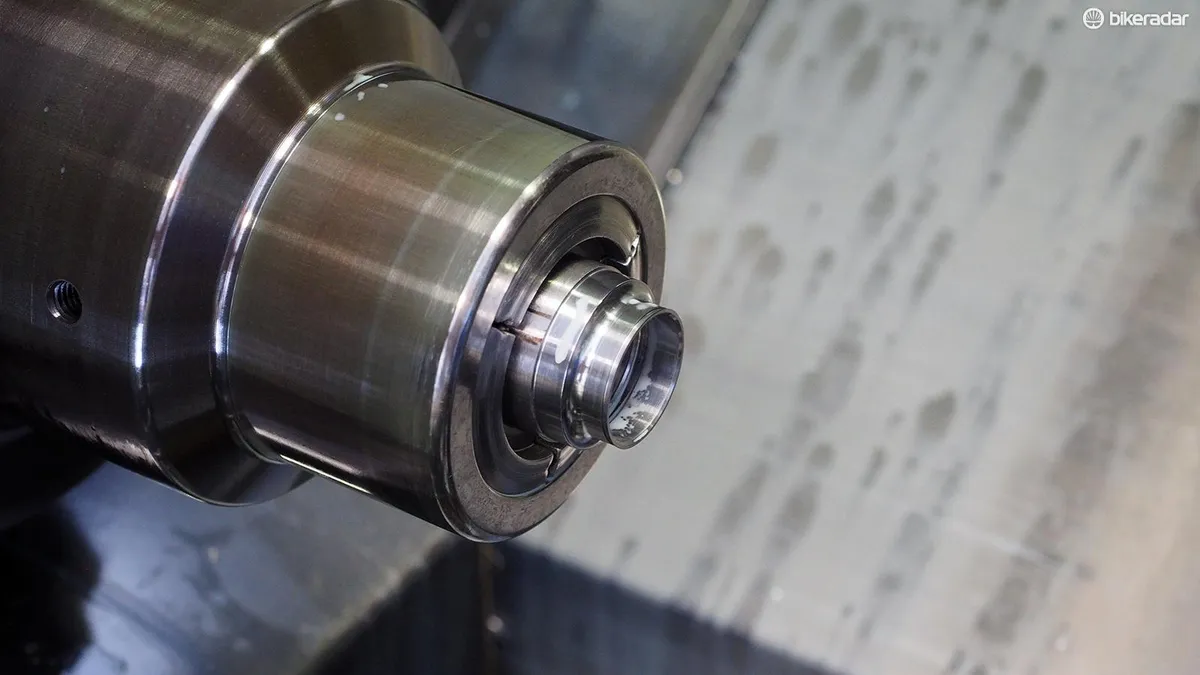
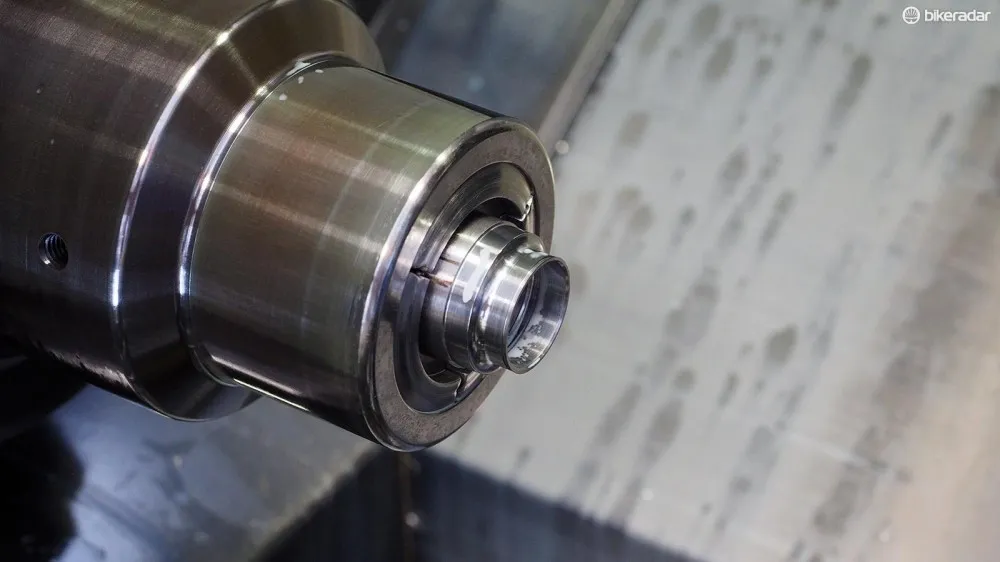
The steel used in XD-15 bearing races arrives at Enduro in 6m-long sections, which are then chopped down to 1m-long pieces for easier handling. From there, each inner and outer race is individually machined at a shop in California located about an hour from Enduro's headquarters - James Huang / Immediate Media
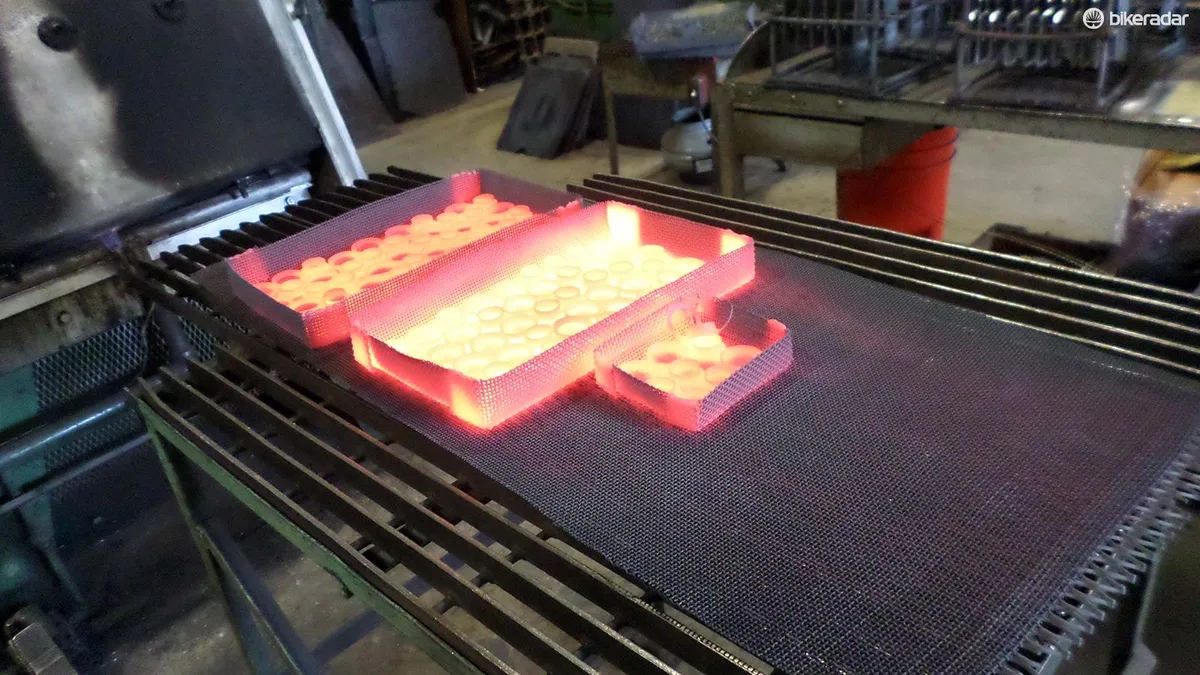
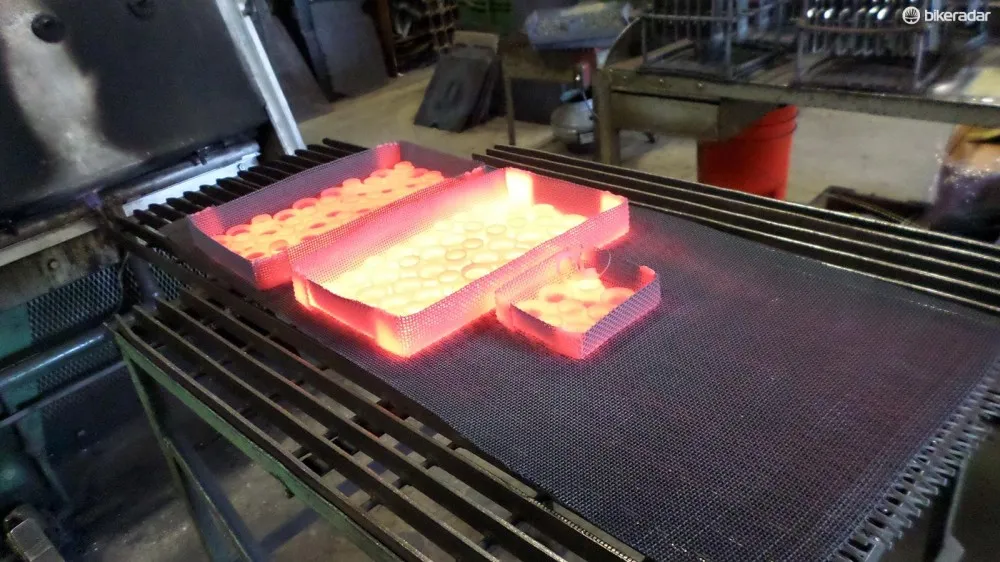
After the initial machining steps, inner and outer races are then transferred to a heat treatment facility to make the material ultra-hard and durable. How hot does the material get? Let's just say it's advisable not to touch - Edwards Heat Treating
This is how the races look after they come back from the heat treatment facility. Each piece is remachined afterward both to remove the 'crust' and to bring each piece to the final dimensional tolerances - Edwards Heat Treating
Enduro XD-15 bearing races in finished form (at left) and still in process (right) - James Huang / Immediate Media
XD-15 angular contact bearings are assembled by hand in the same facility where the machining takes place - James Huang / Immediate Media
Enduro says it sources its Grade 3 silicon nitride ceramic ball bearings almost exclusively from Cerbec – a division of French company Saint-Gobain. No balls are ever sourced from China, according to Enduro – not even for its mainline cartridges - James Huang / Immediate Media
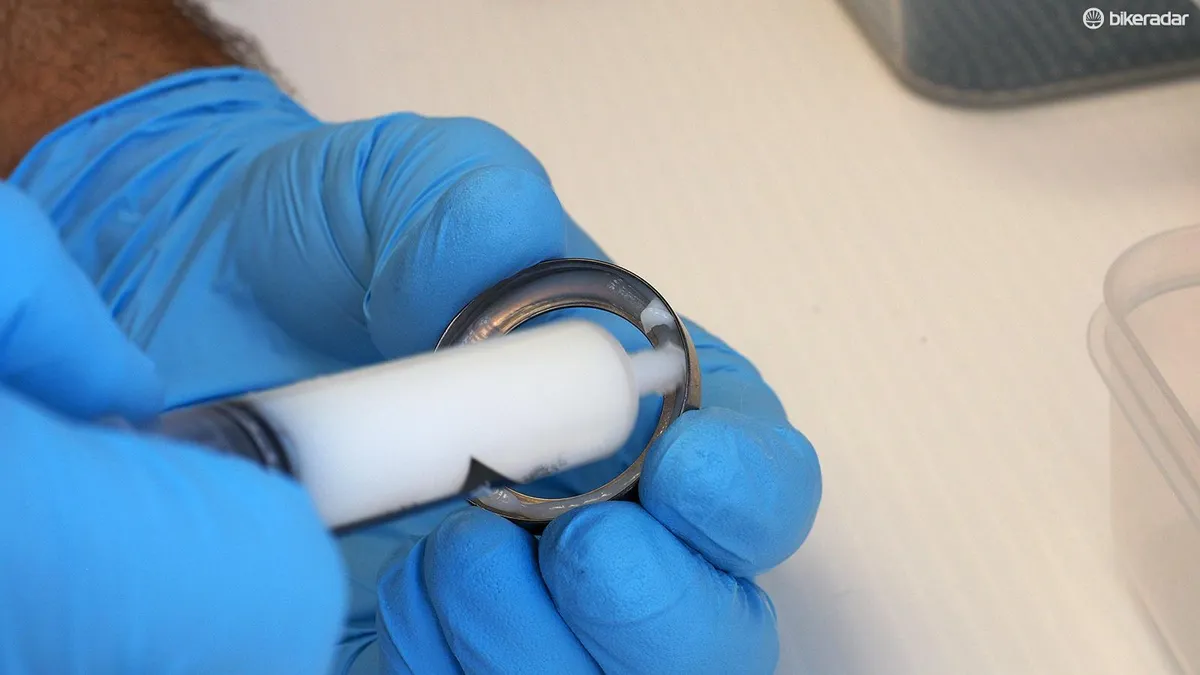
Balls are first individually snapped into plastic retainers - James Huang / Immediate Media
The graininess of this image belies how smooth the bearing surfaces are - James Huang / Immediate Media
XD-15 inner races are prefitted with inner seals (in blue) before getting assembled into complete bearing cartridges - James Huang / Immediate Media
Bearing assembly starts with the outer race - James Huang / Immediate Media
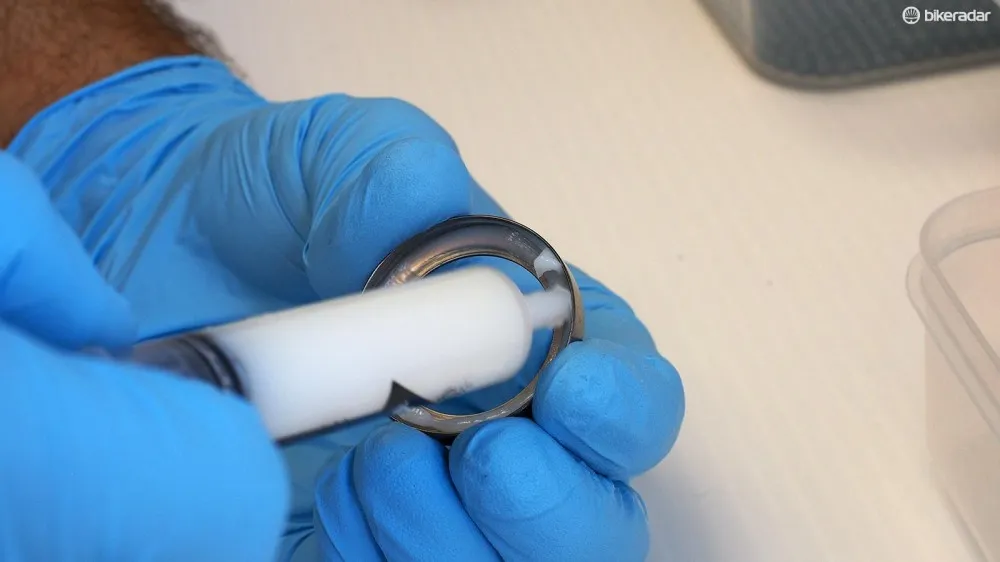
Grease is applied by hand... - James Huang / Immediate Media
...and then the bearing retainers are pressed into place - James Huang / Immediate Media
From there, the inner race is inserted... - James Huang / Immediate Media
...and snap rings are added to hold everything together - James Huang / Immediate Media
Once everything is assembled, a final check is done just to make sure everything is turning as it should. Previous experience with Enduro's XD-15 bearings have proven them to be not only exceptionally low-friction but also incredibly durable - James Huang / Immediate Media
Ever heard of Uribe Machining Company? Neither had I, but if you're currently using an Enduro bottom bracket or XD-15 bearings, you already know the work done there - James Huang / Immediate Media
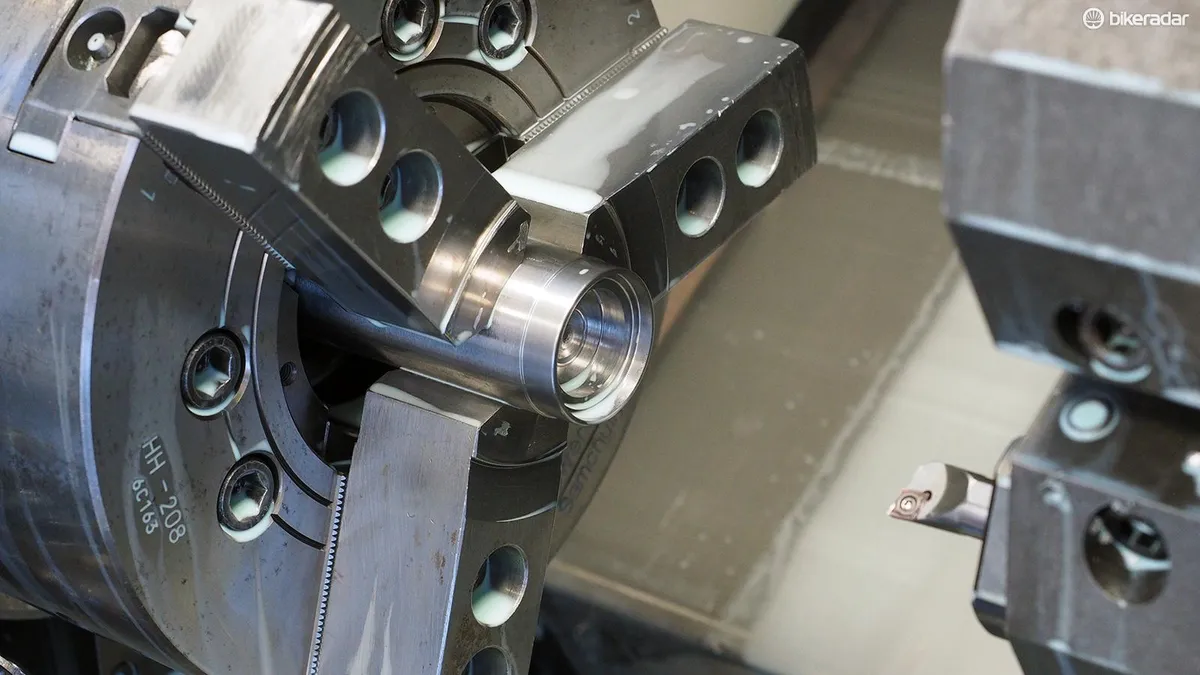
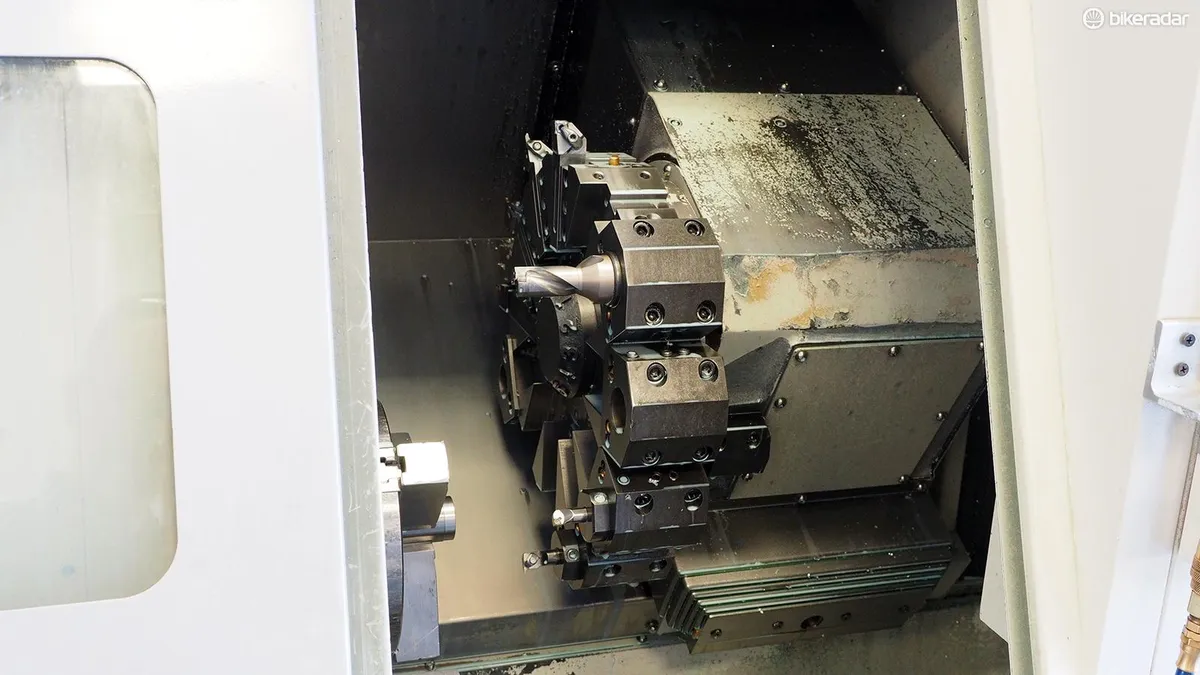
The massive chuck and single-point milling help ensure proper concentricity on the XD-15 bearing races - James Huang / Immediate Media
This milling machine can hold several bits at once on a rotary head for faster manufacturing - James Huang / Immediate Media
Enduro TorqTite bottom bracket center sleeves as they come straight out of the milling machine - James Huang / Immediate Media
Enduro also produces its own tools in-house - James Huang / Immediate Media
These bottom bracket cups still have to be anodized and etched, and still need the splines milled in - James Huang / Immediate Media
Many cyclists will be familiar with the brand name, Enduro, but ABI Industries is the actual parent company - James Huang / Immediate Media
These desks have seen some miles - James Huang / Immediate Media
Someone had some spare time on their hands - James Huang / Immediate Media
You might think of Enduro as just a bicycle bearing company but the reality is that a huge portion of its business comes from industrial applications, such as these absolutely huge (and heavy!) cartridges - James Huang / Immediate Media
Enduro's owners are big fans of vintage bikes - James Huang / Immediate Media
There are no Enduro bearings in this bike and that's just fine - James Huang / Immediate Media
ABI Industries/Enduro is headquartered in an old 7-Up bottling plant, and the company has kept (and proudly displays) much of the paraphenalia that was left behind - James Huang / Immediate Media
The old sliding doors where 7-Up trucks would pull in and out still bear the old colors - James Huang / Immediate Media
Anyone else suddenly thirsty? - James Huang / Immediate Media
More bits of 7-Up history are left on the bulletin boards in the conference room – just because - James Huang / Immediate Media
This window is where 7-Up employees once collected their paychecks - James Huang / Immediate Media
No Enduro bearings in this bike, either - James Huang / Immediate Media
The inside of the employee pay area was likely a lonely place to be, locked inside with nothing but you and everyone's money - James Huang / Immediate Media
The building that was once a 7-Up bottling plant was an ice factory before that - James Huang / Immediate Media
Amazingly, one of the current owners of ABI Industries turned out to be related to someone in the photo - James Huang / Immediate Media
This may only be an Apple iPhone 6 and not a 6 Plus but that's still a big bearing - James Huang / Immediate Media
For reference, that's a standard Enduro XD-15 bottom bracket sitting on top - James Huang / Immediate Media
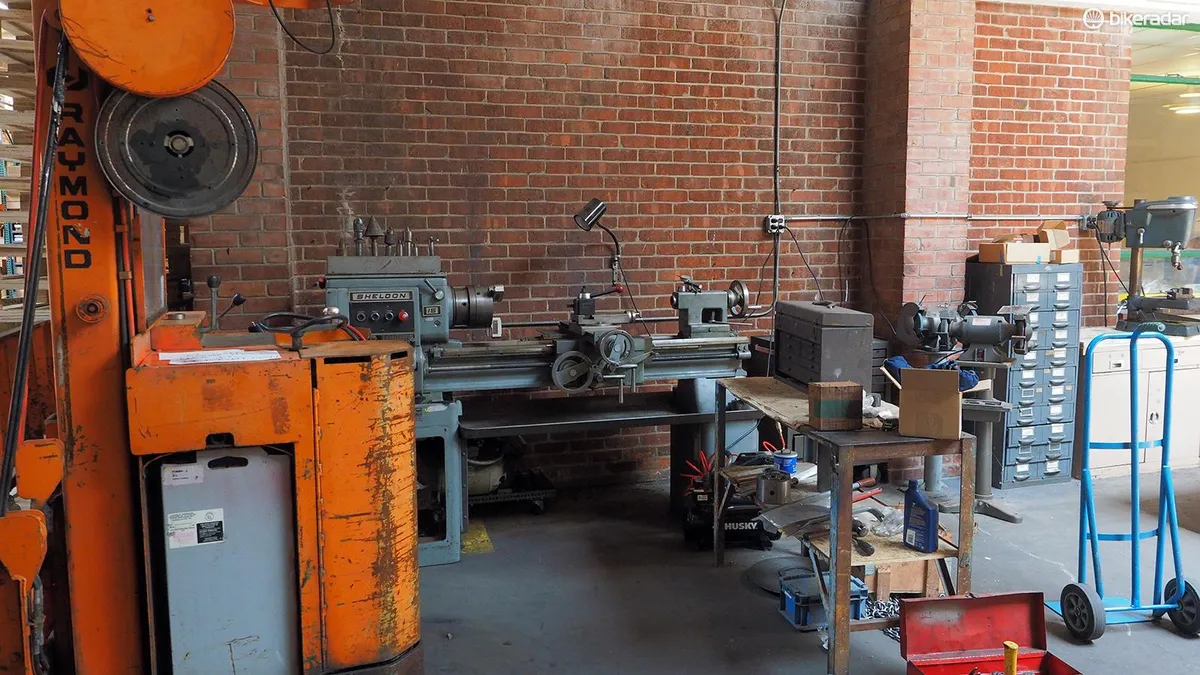
The old utility room in the ABI Industries/Enduro Bearings headquarters is a definite blast from the past - James Huang / Immediate Media
DO NOT TOUCH - James Huang / Immediate Media
The old utilities room may be filled with old switches on one wall but on the other sits the control panels for the building's ultra-modern solar system. According to Enduro, the electricity meter actually runs backwards, meaning they generate more juice than they use - James Huang / Immediate Media
Another key product line for ABI Industries is chains for forklifts - James Huang / Immediate Media
The warehouse is bathed in natural light - James Huang / Immediate Media
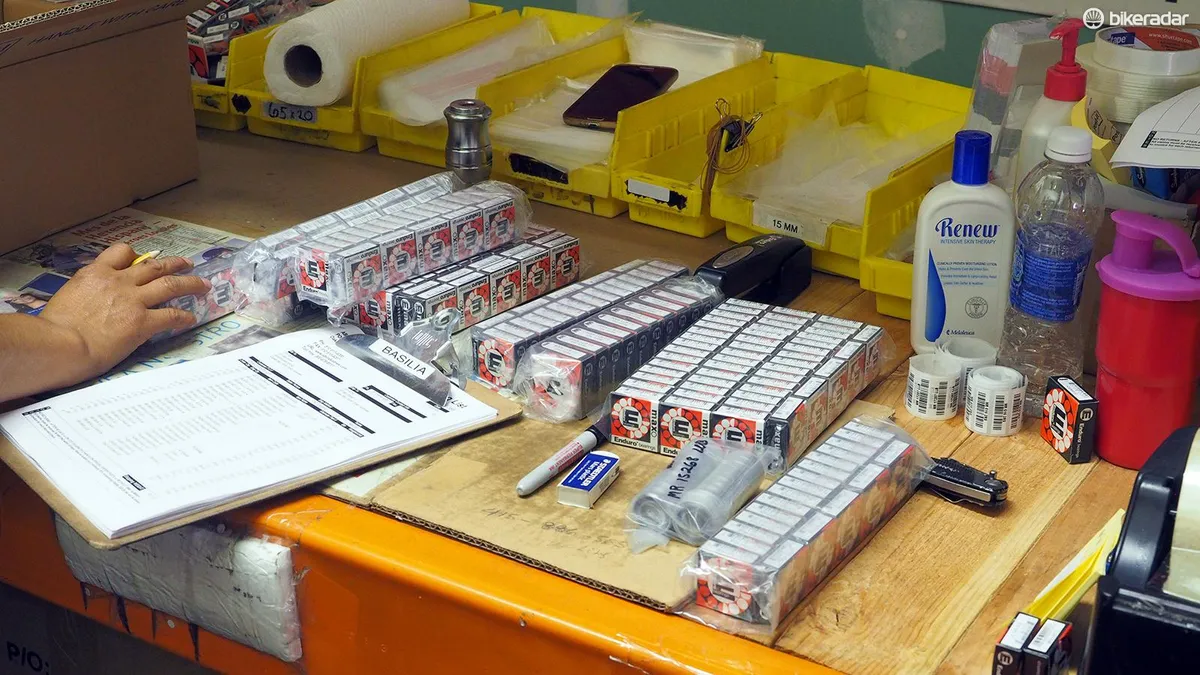
Bearing orders are filled by hand - James Huang / Immediate Media
Along with bearings, Enduro also made a name for itself with its own range of polyurethane suspension fork wiper seals - James Huang / Immediate Media
If you're looking for replacement wiper and main oil seals for an old RockShox Mag 21, now you know who to call - James Huang / Immediate Media
A bin full of Enduro ceramic pulley wheels - James Huang / Immediate Media
ABI Industries quickly outgrew the building, expanding outward to create more storage space. The wall at left was the original exterior wall - James Huang / Immediate Media
ABI/Enduro can do some prototyping and machining work on site - James Huang / Immediate Media
This station is used to inspect bearing surfaces. The one on the screen has seen a rough life - James Huang / Immediate Media
Enduro shows off its wares to visitors and also does mechanical demonstrations here - James Huang / Immediate Media
Raw XD-15 bearing race material after it's been chopped down to more reasonable 3ft sections - James Huang / Immediate Media
Each 3ft rod of XD-15 bearing race material weighs more than 10kg - James Huang / Immediate Media
Not surprisingly, Enduro goes through a lot of grease! - James Huang / Immediate Media
Ever wanted to outsmart all those pesky solicitors? ABI/Enduro has actually gone through the trouble of creating a fake company executive, who not only has business cards and a sign on the door but his own office - James Huang / Immediate Media
Who works here? Why, company head Arthur Pennypacker, of course. We're sorry but he's not available to speak with you today – or tomorrow. Or the next day… - James Huang / Immediate Media
The man even gets mail - James Huang / Immediate Media
Cartridge bearings are truly ubiquitous in cycling equipment these days, being used in wheels, bottom brackets, suspension pivots, and even shifters and brake levers. Basically, if it rotates, there’s a good chance you’ll find one there.
As you’d guess, most cartridge bearings are made in Asia but Enduro Bearings is bucking that trend, manufacturing its premium XD-15 cartridges from start to finish right in its home state of California. We recently visited the factory to take a look at how it’s done.
null
First off, why bother with US domestic production at all? After all, Enduro already produces the bulk of its bearings overseas and Asian factories have proven themselves time and again of not only being able to produce very high quality but often at a significant cost savings, too.
Enduro says it’s after the ultimate in dimensional tolerances with its premium XD-15 hybrid ceramic range, however, and there’s a little more wiggle room in terms of manufacturing costs given the high-end retail pricing.
The steel used in xd-15 bearing races arrives at enduro in 6m-long sections, which are then chopped down to 1m-long pieces for easier handling. from there, each inner and outer race is individually machined at a shop in california located about an hour from enduro's headquarters: the steel used in xd-15 bearing races arrives at enduro in 6m-long sections, which are then chopped down to 1m-long pieces for easier handling. from there, each inner and outer race is individually machined at a shop in california located about an hour from enduro's headquarters
Enduro says it produces its XD-15 hybrid ceramic bearing range in small batches in the US because it's the only way to ensure the desired quality
“The special 45-degree angular contact [bearings] especially need extra attention,” said Enduro marketing man Chuck Panaccione. “In the final process, they are matched and hand built to the aluminum cups they are seated into. Heat treatment of this material is more critical than other super alloys of steel, too.”
Enduro sources the raw materials for its XD-15 bearing races from French company Albert & Duval while the silicon nitride ceramic balls come from Cerbec – a division of another French company, Saint-Gobain, which also happens to make most of the composite bushings commonly found in many mountain bike suspension components.
Enduro says it sources its grade 3 ceramic ball bearings almost exclusively from cerbec - a division of french company saint-gobain. no balls are ever sourced from china, according to enduro - not even for its mainline cartridges: enduro says it sources its grade 3 ceramic ball bearings almost exclusively from cerbec - a division of french company saint-gobain. no balls are ever sourced from china, according to enduro - not even for its mainline cartridges
Silicon nitride ceramic ball bearings for Enduro's XD-15 range come from Cerbec, a division of French company Saint-Gobain
According to Enduro, the special nitrogen-infused steel is far more resistant to corrosion than stainless, yet also much tougher than standard bearing steels. More specifically, the steel’s ultra-fine and unusually uniform microstructure is supposedly less prone to pitting over time than other bearing steels.
Not surprisingly, the raw materials are also apparently quite difficult to work with and since the volumes are very low – “orders of magnitude” lower than Enduro’s mainline products – there’s not much motivation to move offshore. Enduro suggests that the logistical complications surrounding the XD-15 raw materials also preclude manufacturing through the usual channels with lead times that can be a year or more.
After the initial machining steps, inner and outer races are then transferred to a heat treatment facility to make the material ultra-hard and durable. how hot does the material get? let's just say it's advisable not to touch: after the initial machining steps, inner and outer races are then transferred to a heat treatment facility to make the material ultra-hard and durable. how hot does the material get? let's just say it's advisable not to touch
Now that's hot!
“It is similar to machine as 440C [a common high-end stainless bearing steel] but it wears out the tools quicker,” said Panaccione. “Even though bearing steel is slightly harder, XD-15 wears more evenly and has better resistance to carbide formation that causes pitting in regular bearing steel.”
In addition, the Enduro folks happen to have a long history with the fellow Californians who do the machining work – and they’ve proven to be pretty darn good at it. Machinist Sonny Brunido started working with Enduro more than 10 years ago, first creating a line of high-end aluminum tools for replacing cartridge bearings in bottom bracket cups. That tool line has greatly expanded since then, and these days Brunido works for Enduro exclusively on both tools and components.
Grease is applied by hand...: grease is applied by hand...
Bearing assembly is done completely by hand
The rods arrive from France in hefty 6m (20ft) lengths that are quickly trimmed down to 1m (3ft) for easier handling. These are driven from the company headquarters in Oakland, California down to its machine shop in nearby Hollister where each inner and outer race is individually milled. From there, the bits are transferred yet again to a local heat treatment facility.
There, the races are carefully heated – and subsequently cooled – so as to further harden the exterior surfaces in preparation for a rough life ahead. Afterward, the races are machined again, both to produce the final dimensions and to remove the blackened ‘crust’ that forms from the heat treatment process.
It’s only then that the bearings are ready to be assembled.
Enduro also produces its own tools in-house: enduro also produces its own tools in-house
Enduro also machines its tools and many of its bearing assembly components in-house
The ceramic balls are first snapped into their plastic retainers by hand, and then grease is applied to the other race. The assembled bearing retainers are inserted, followed by the inner races, and then a retaining ring is installed on the back side. From there, it’s just a matter of hand-testing the bearings to check for noticeable contaminants or binding, and then they’re off to be pressed into bearing cups that Enduro also machines in house.
Such a convoluted and expensive process might seem excessive for such a mundane (and often disposable) component but Enduro’s efforts seem to have paid off. Prior experience has demonstrated the Enduro XD-15 angular contact bottom bracket bearings to not only be one of the lowest-friction options on the market but also one of the most durable we’ve ever tested – so much so that a full winter of commuting on a test sample with all of the supplemental seals removed didn’t produce any damage.
As always, it’s important not to confuse a high price with poor value.
James Huang is BikeRadar's former technical editor. After leaving BikeRadar in 2016, he worked at CyclingTips and Escape Collective. He now runs the Substack cycling publication N-1 Bikes.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk