Bontrager uses Holland Mechanics machines for much of the initial lacing, stressing and truing - Ben Delaney/Future Publishing
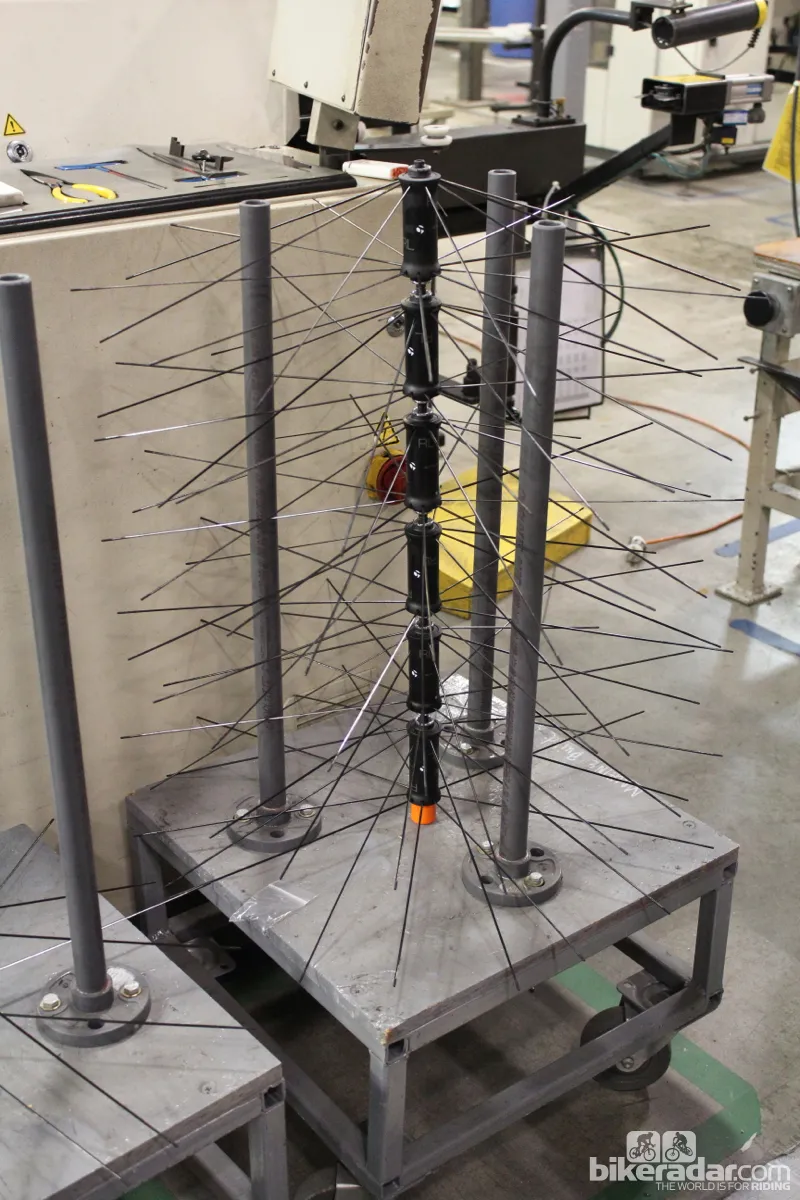
Hubs are loaded up with spokes by hand in batches - Ben Delaney/Future Publishing
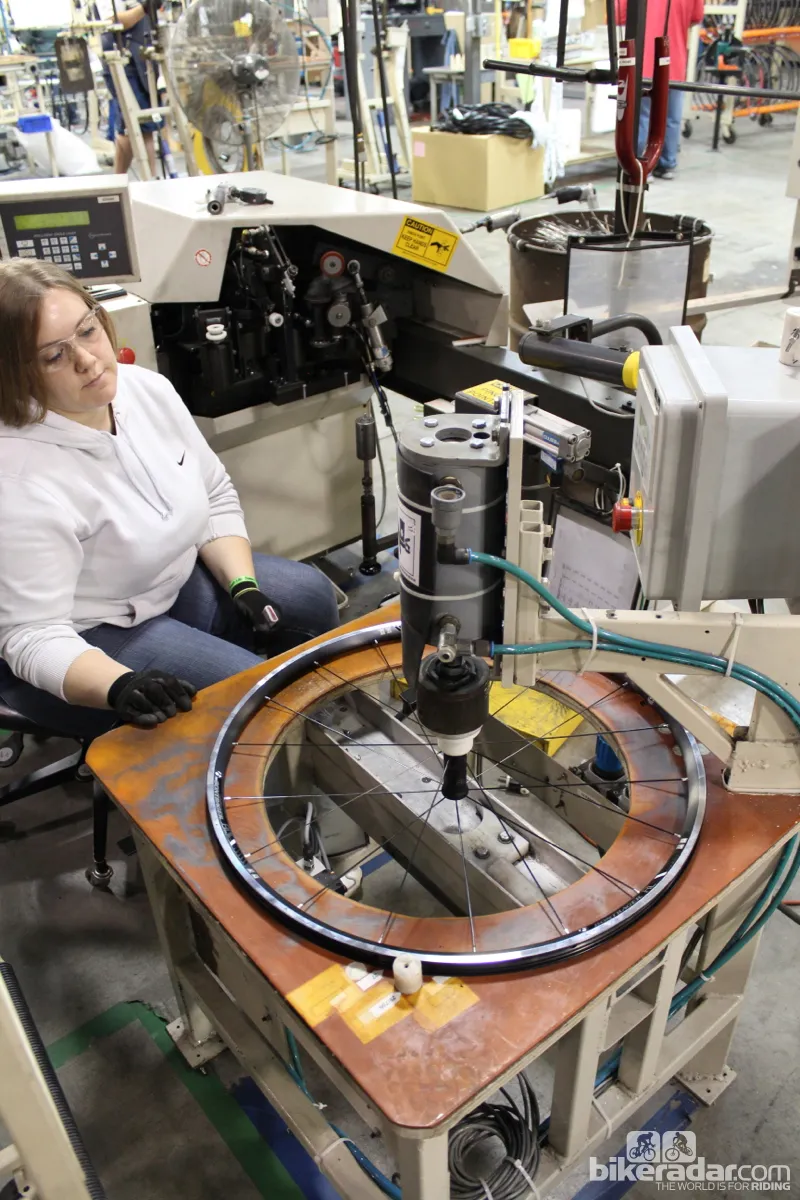
There are three types of stations on the Holland Mechanics machine. The first is lacing - inserting nipples into the rim and connecting them with the spokes - Ben Delaney/Future Publishing
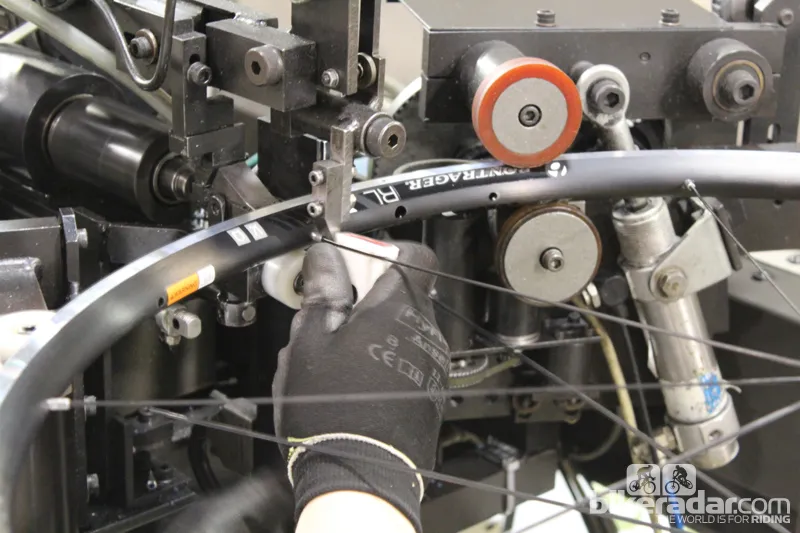
An operator holds the bladed spokes with a plastic tool while the machine threads on nipples - Ben Delaney/Future Publishing
Even though this is still an initial build, the operator skips holes to build the wheel in a balanced fashion - Ben Delaney/Future Publishing
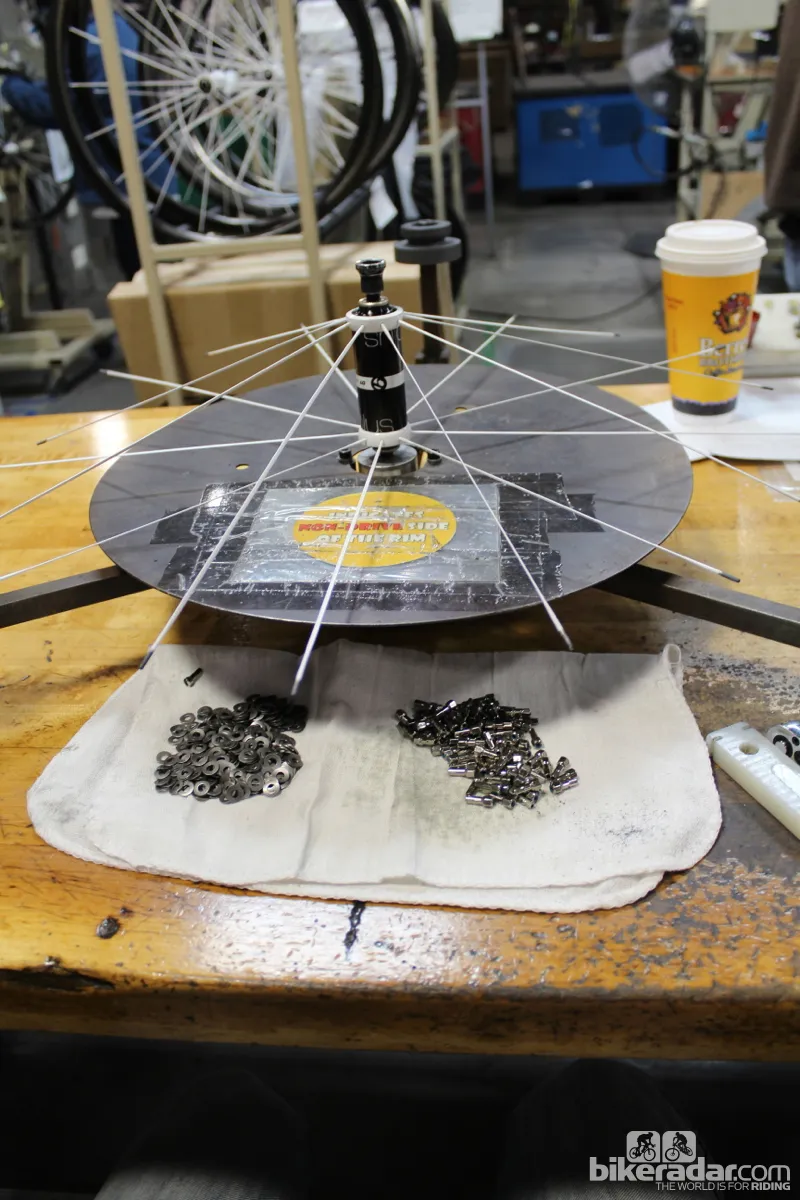
Bontrager uses Alpine Locking Nipples with Nylock - Ben Delaney/Future Publishing
After the spokes are all attached, the wheel is stressed at the hub on each side to settle the spokes and nipples - Ben Delaney/Future Publishing
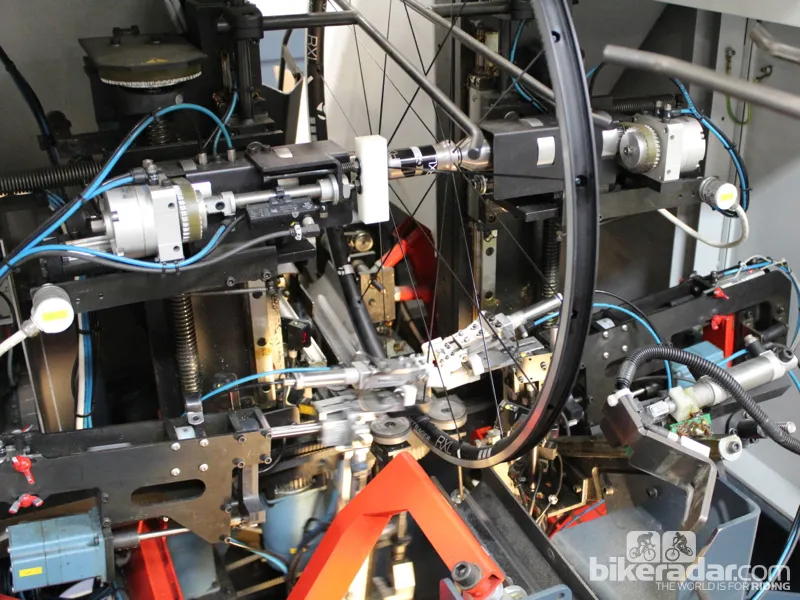
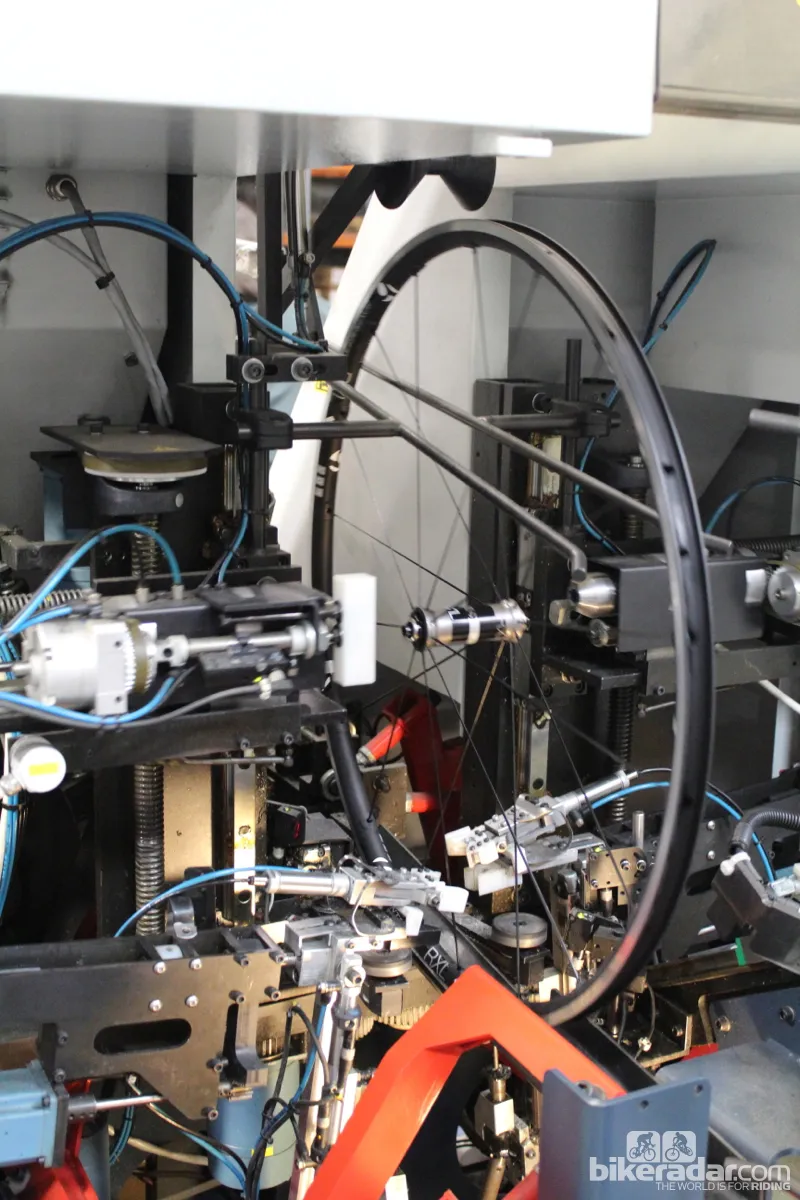
The third step on the machine is the most technical, with the machine measuring for roundness and trueness while tensioning each spoke - Ben Delaney/Future Publishing
Bontrager has two Holland Mechanics wheel-building machines. This is an older machine that tensions the spokes at the outside of the nipple - Ben Delaney/Future Publishing
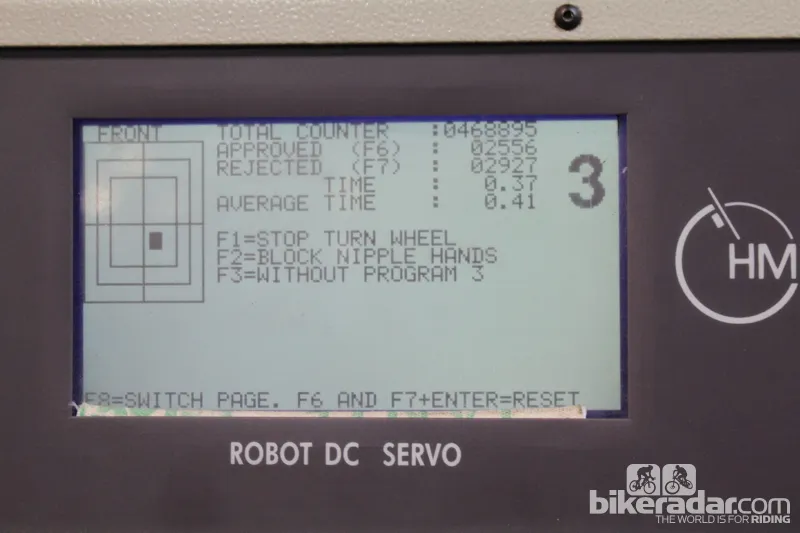
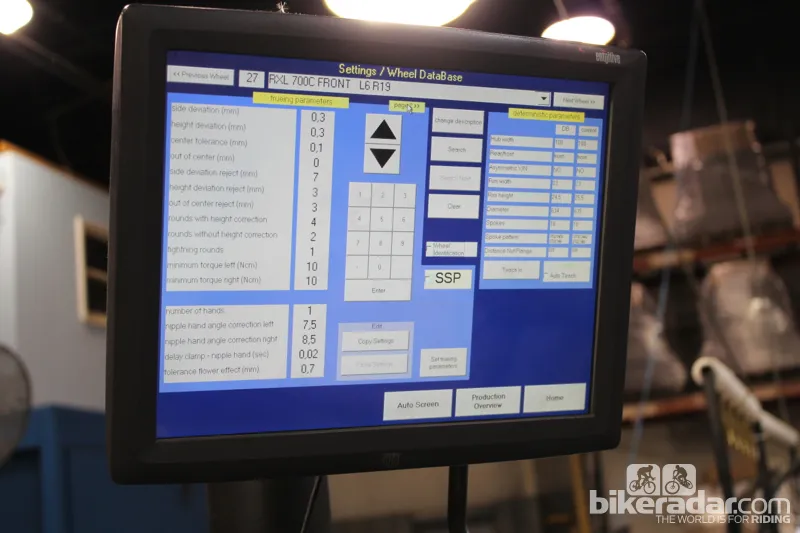
The Holland Mechanics machines are programmed at great detail - Ben Delaney/Future Publishing
Roundness is checked by the two small silver rollers atop the rim - Ben Delaney/Future Publishing
After the machine is finished, wheelbuilders take over for final truing on Villum stands - Ben Delaney/Future Publishing
While the manual gauges (with red and black arms) are a handy visual reference, Bontrager has built on digital gauges for final accuracy - Ben Delaney/Future Publishing
Spoke tension is one of many final checks on each wheel - Ben Delaney/Future Publishing
Bontrager builds its mid-range up through to its high-end wheels in Whitewater, Wisconsin - Ben Delaney/Future Publishing
For its carbon wheels, nipples and curved washers are installed by hand - Ben Delaney/Future Publishing
Spokes are attached by connecting two, then skipping two holes, then adding two more, to gradually and evenly add tension to the system - Ben Delaney/Future Publishing
As with the machine nipple attachment, a plastic tool is used to hold the bladed spokes steady while nipples are tightened on - Ben Delaney/Future Publishing
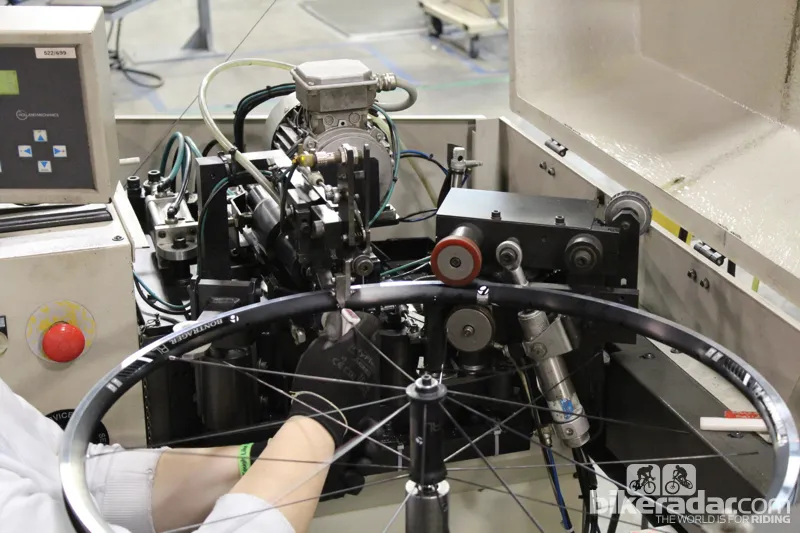
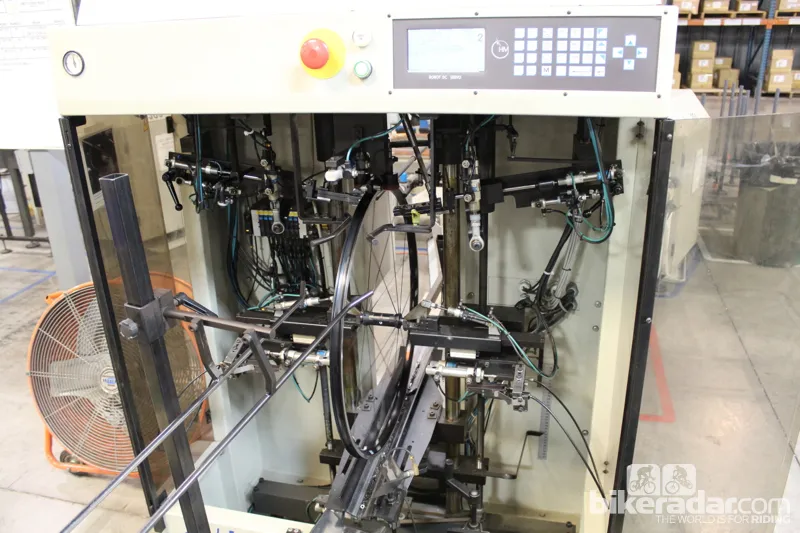
Bontrager's newer Holland Mechanics machine is used for the higher-end wheels - Ben Delaney/Future Publishing
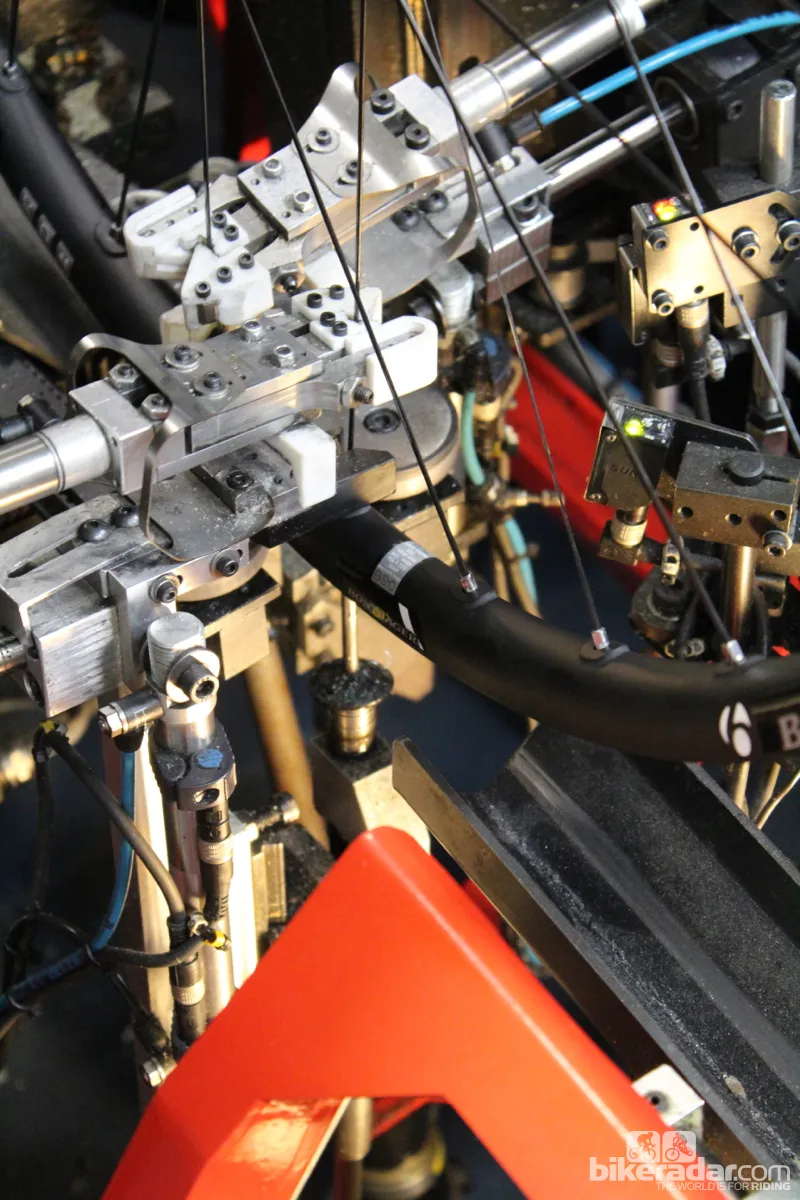
On this machine, the rim, hub and spokes are held in place while the nipple is tightened through the rim - preventing scuffs on the nipple above the rim - Ben Delaney/Future Publishing
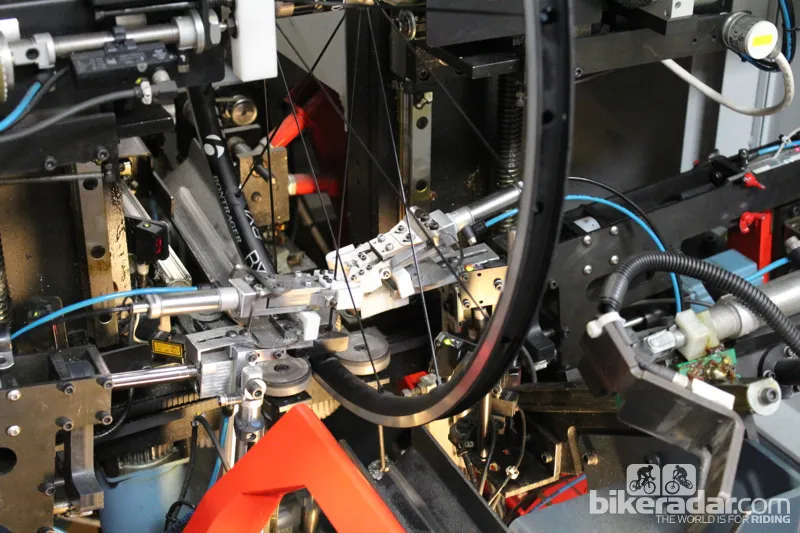
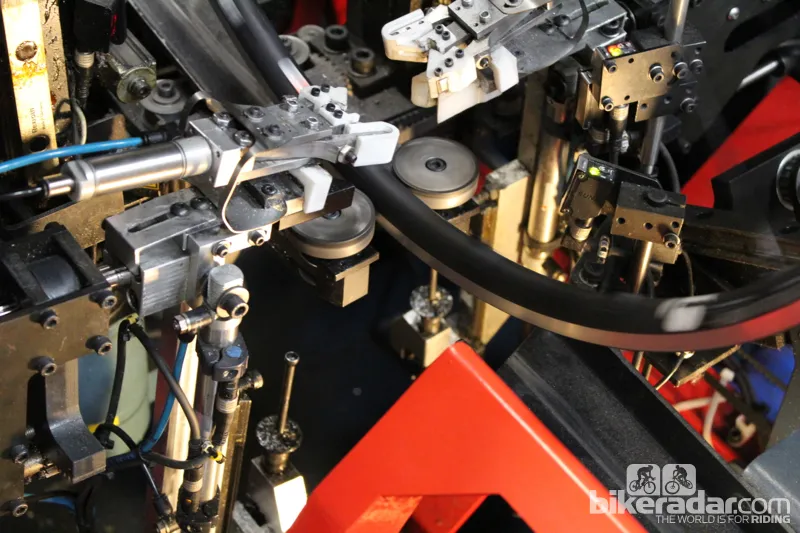
To accommodate the offset spokebeds, two angled 5.5mm nipple drivers (one is visible, below center) are used in alternation - Ben Delaney/Future Publishing
Bontrager made a few modifications to the Holland Mechanics machine, including custom grippers (in white) - Ben Delaney/Future Publishing
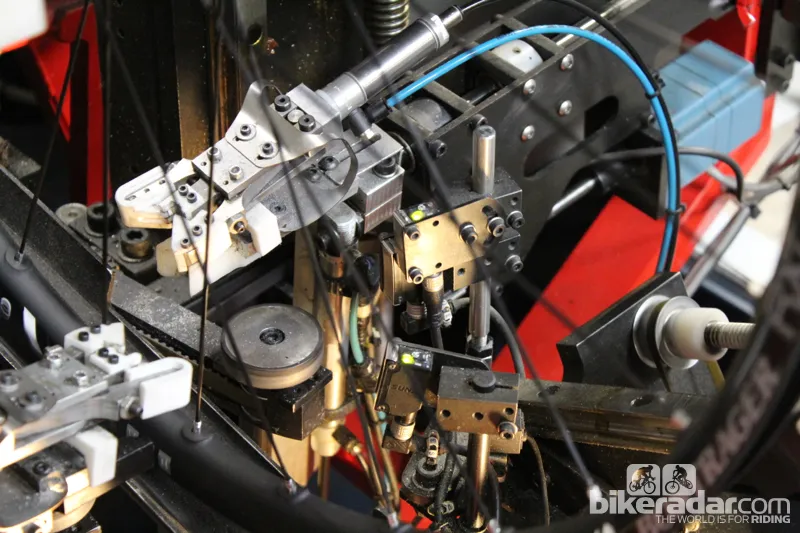
Laser sensors check alignment, signaling in green (shown) and red LED lights. And the machine, curiously, measures trueness of the wheel at the hub, making adjustments at each nipple as it goes - Ben Delaney/Future Publishing
High-end wheels get a much more careful hands-on treatment, cycling between hand truing and stressing a few times until trueness is to within 0.1mm - Ben Delaney/Future Publishing
Here a wheelbuilder stresses a wheel at the hub on each side - Ben Delaney/Future Publishing
Manufacturing engineer Jeff Bogstad holds his three-legged dish gauge - a custom piece he built 'to settle arguments' - Ben Delaney/Future Publishing
This wheel off the line measured dish at within 0.06mm - Ben Delaney/Future Publishing
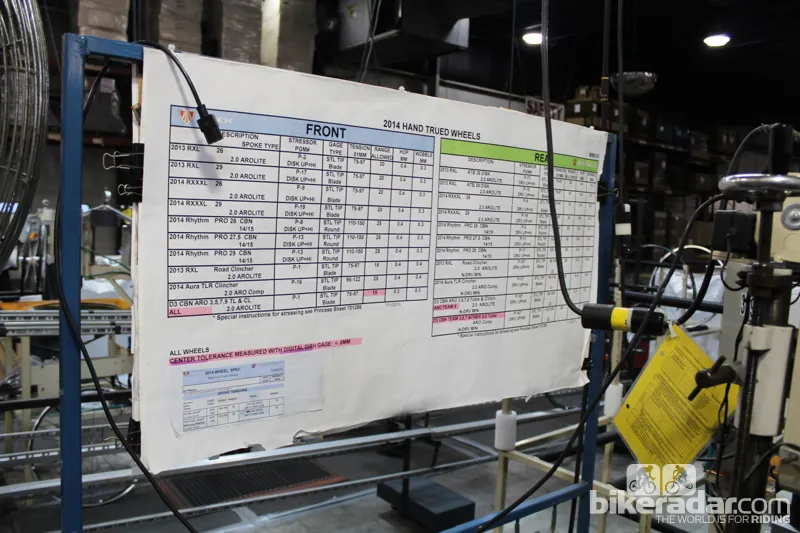
Requires specs for each wheel are posted among work stations - Ben Delaney/Future Publishing
Bogstad admits that the Holland Mechanics machinery has more settings possibilities than Bontrager even uses - Ben Delaney/Future Publishing
On the December day we visited Bontrager, the team was cranking through wheels for the company's sponsored WorldTour team, includin the new 27mm-only Race Shop Limited D3 at right. Unlike the standard D3 at left, the Race Shop Limited has a super-wide and relatively flat tire bed - Ben Delaney/Future Publishing
Look for the Race Shop Limited D3 to pop up in the Spring Classics - Ben Delaney/Future Publishing
A closer look at the Race Shop Limited's brake track and relatively flat tire bed. Bontrager makes the rims in Waterloo, Wisconsin - Ben Delaney/Future Publishing
The final step of the process: decaling and prepping for shipping - Ben Delaney/Future Publishing
As with bicycles, there are fewer and fewer wheels with such stickers these days - Ben Delaney/Future Publishing
Bontrager's Whitewater facility produces about 80 pair of handbuilt wheels a day. The machine lines can crank out about 200 a day at full capacity - Ben Delaney/Future Publishing
Inside a cavernous warehouse that used to employ 500 people when Trek was manufacturing steel bikes in Whitewater, Wisconsin - today a dozen builders lace up Bontrager wheels for pro teams and consumers, while another team nearby assembles Project One bikes to customers' individual specifications.
Located about an hour's drive east of Trek's headquarters in Waterloo, Wisconsin, the Bontrager wheel facility can build up about 80 pairs of handbuilt or 200 pairs of mostly machine-built wheels a day. When BikeRadar visited in early December, Bontrager was assembling hundreds of wheels for the ProTour team they sponsor. Among the many models built for the team is an extra-wide tubular called the Race Shop Limited, referred to internally as 'the Roubaix wheel' as it is intended for the brutally tough race, Paris-Roubaix. Built with a shallow, almost flat tire bed, the rim is a variation of the Bontrager D3 3, a 35mm tall rim with an aero profile. The rim is so wide and shallow that it requires a minimum tire width of 27mm.
A closer look at the race shop limited's brake track and relatively flat tire bed. bontrager makes the rims in waterloo, wisconsin: - Ben Delaney/Future Publishing
The forthcoming Race Shop Limited 'Roubaix' wheel
There are still a few hundred bikes moving through the building, but they are all Project One models, where customers get to pick the parts and graphic design, as well as add their names or small sayings to the frame. The Project One frames are built, painted and decal'ed at Trek's headquarters in Waterloo, then trucked here for assembly. Massive aisles with towering shelving house deep inventory for high-end parts. The end result: the Whitewater facility can build and ship a Project One bike in under two days.
Trek builds 1.5 million bikes a year worldwide, according to spokesman Michael Browne. Project One bikes account for well under a percent of that total. Still, the change from shipping bikes en masse out of Whitewater to one at a time has caused the company to completely rework its logistics, said Matt Vos, an 18-year veteran with the company. "When I started, we were shipping 300 bikes at a time. Now we do a handful of bikes a day — but every one is unique," he said.
Bontrager's whitewater facility produces about 80 pair of handbuilt wheels a day. the machine lines can crank out about 200 a day at full capacity: - Ben Delaney/Future Publishing
Not every one of Bontrager's wheels coming out of Whitewater is unique, but the team does have some custom tools and individual build specs for each type of wheel. Bontrager sources its aluminum rims from Taiwan, but its carbon rims come from closer to home: Zipp builds carbon-clincher rims to Bontrager specs in Indiana, and Trek builds carbon-tubular rims at HQ in Waterloo.
Jef Bogstad, Bontrager's manufacturing engineer and another 18-year veteran with company, walked us through the Bontrager wheelbuilding process.
WHEELBUILDING IN WHITEWATER
There are five basic steps to Bontrager's wheel assembly process:
Lacing
Stressing
Truing
Digital check
Sticker and package
Bontrager has two basic assembly methods; mid-range wheels are laced and largely trued by a machine, while the higher-end wheels are laced by hand then initially trued by a machine, with steps 2 and 3 often repeated by hand until the wheel is within the required spec.
To lace the wheels, a wheelbuilder first preps hubs in batches by threading in spokes.
Hubs are loaded up with spokes by hand in batches: - Ben Delaney/Future Publishing
Next, the wheelbuilder then connects nipples either with a machine or by hand with a pneumatic drill. In both cases, the nipple is inserted through the back of the rim, and spokes are connected by alternating pairs, slowly building up tension on the wheel.
An operator holds the bladed spokes with a plastic tool while the machine threads on nipples: - Ben Delaney/Future Publishing
After all the spokes are connected, the wheelbuilder stresses the wheel by loading the wheel laterally at the hub, one side at a time.
"We custom stress each type of wheel. We calculate the stress for each wheel, taking into account the spoke count, lacing pattern and which side of the wheel it is," Bogstad said, adding that the stress load on each side of a given disc-brake wheel can vary by more than 200 pounds. "We don't have 'one size fits all' solutions for anything."
After the spokes are all attached, the wheel is stressed at the hub on each side to settle the spokes and nipples: - Ben Delaney/Future Publishing
Stressing the wheel force everything to settle in - the spokes, washers and nipples.
Then the wheels are fed into one of two Holland Mechanics wheelbuilding machines, one of which has been with the company as long as Bogstad has. Rotating the wheel while measuring for trueness and hop, the machine quickly tightens each nipple.
The third step on the machine is the most technical, with the machine measuring for roundness and trueness while tensioning each spoke: - Ben Delaney/Future Publishing
Hop is measured at the rim with two little rollers on the older machine, and with a stack of LEDs on the newer machine. Trueness is measured in both machines, almost counter-intuitively, at the hub; software makes the necessary adjustments at the nipple in the rim as the machine turns the wheel.
The newer Holland Mechanics machine can even adjust truing of the wheel to minor eccentricities of a hub. "Not that these high-end hubs have eccentricities, but it's pretty cool that the machine has that level of resolution," Bogstad said. "We can get a wheel within half a millimeter in the truing machine."
Bontrager made a few modifications to the holland mechanics machine, including custom grippers (in white): - Ben Delaney/Future Publishing
Another benefit of the new machine is for cosmetics. Since it trues the wheel through the rim with a pair of angled 5.5mm hex heads, the nipples and the rims are not scuffed — a definite bonus when Bontrager builds with white spokes.
Once the high-end wheels come out of the truing machine, they are stressed and hand trued, and then re-stressed and hand trued until nearly perfect. "The machine doesn't do everything, but it does give the wheelbuilder a really, really good start," he said.
The other wheels also get a once-over by hand in a Villum wheel stand to check for spoke tension, dish and trueness - and are adjusted as necessary.
High-end wheels get a much more careful hands-on treatment, cycling between hand truing and stressing a few times until trueness is to within 0.1mm: - Ben Delaney/Future Publishing
The final checks are done with digital tools, including one made in house: a three-legged dish gauge.
"A lot of this stuff comes about from disputes. One inspector will say a wheel is out of spec, another will say it is in spec - and both were pointing to tools," Bogstad said. "So we developed better tools to measure that. It is the same with digital gauges. The mechanical gauges on the truing machine are great for quick visual checks, but one gauge would differ from the next."
This wheel off the line measured dish at within 0.06mm: - Ben Delaney/Future Publishing
Once everything is confirmed to be up to snuff, the wheels are stickered, bagged and boxed for distribution.
Click through the photo gallery at above right for a more detailed look at Bontrager's wheelbuilding process.
Ben Delaney is a journalist with more than two decades of experience writing for and editing some of the biggest publications in cycling. Having studied journalism at the University of New Mexico, Ben has worked for Bicycle Retailer & Industry News, VeloNews and BikeRadar. He has also previously worked as Global Brand Communications Manager for Specialized. Ben covers all things road and gravel, and can be found logging big miles in the Rocky Mountains that nestle alongside his home in Boulder, Colorado. He has covered the most important bike races in the sport, from the Tour de France and Tour of Flanders, to the Unbound gravel race, and specialises in tech content, showcasing what the pros are riding and putting everyday equipment through its paces.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk