




























ENVE Composites are swimming upstream – and quickly, as BikeRadar found out when we got a behind-the-scenes look at their Ogden factory.
At a time when seemingly all larger companies have manufacturing outlets in Asia or are in the process of setting them up, ENVE make all their wheels in Utah. They’re even moving some of their component manufacturing back from Asia to the US.
Jason Schiers launched the company as Edge Composites in 2005, with a handful of employees. Today, 65 people work in a 22,000sq/ft factory that will soon have expanded to 38,000sq/ft.
ENVE make all their carbon fiber road and mountain bike rims in Utah, and are gearing up to build more handlebars, stems and seatposts in the desert state. The brand don’t just make their own rims, either – they also produce all the tools and molds with which they make the hoops.
“We have such tight tolerances on our wheels, and the only way to control them is to control the machining process,” said Joe Stanish, ENVE’s vice president of operations. “So all of our molds are made here.”
ENVE now have 13 wheelsets, including the brand new 8.9.
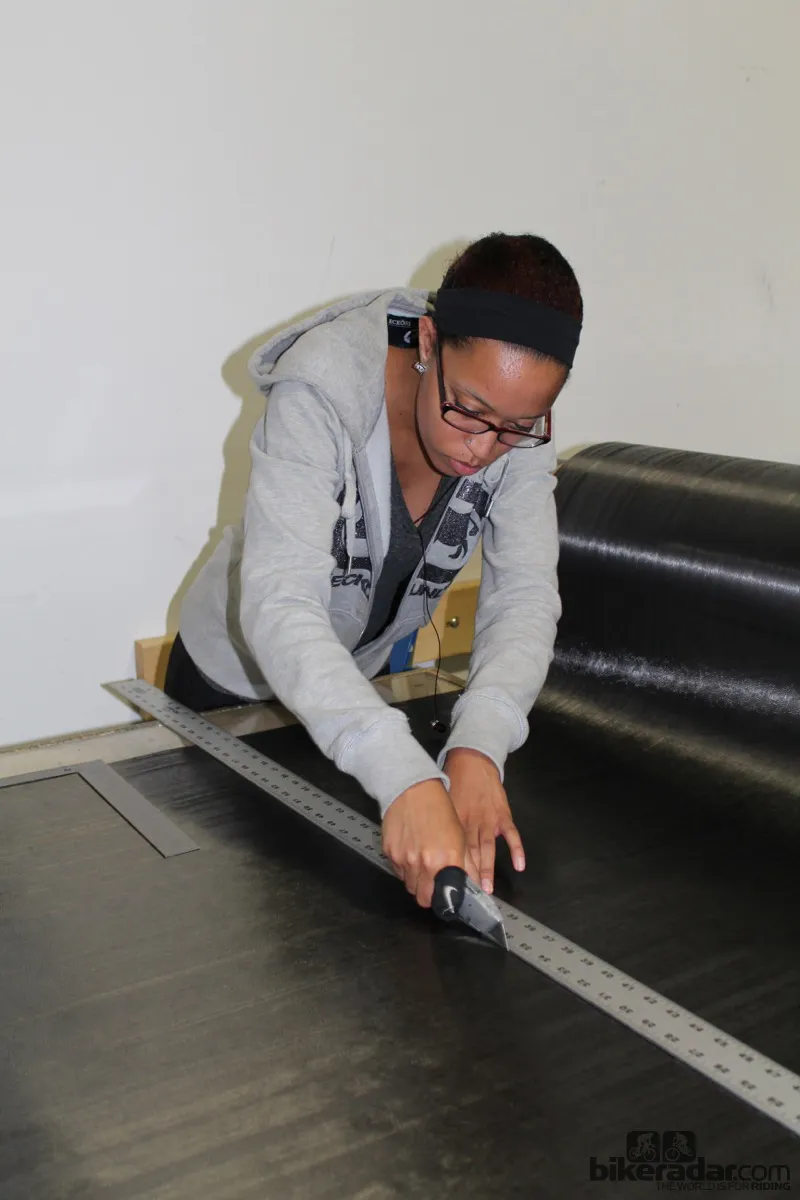
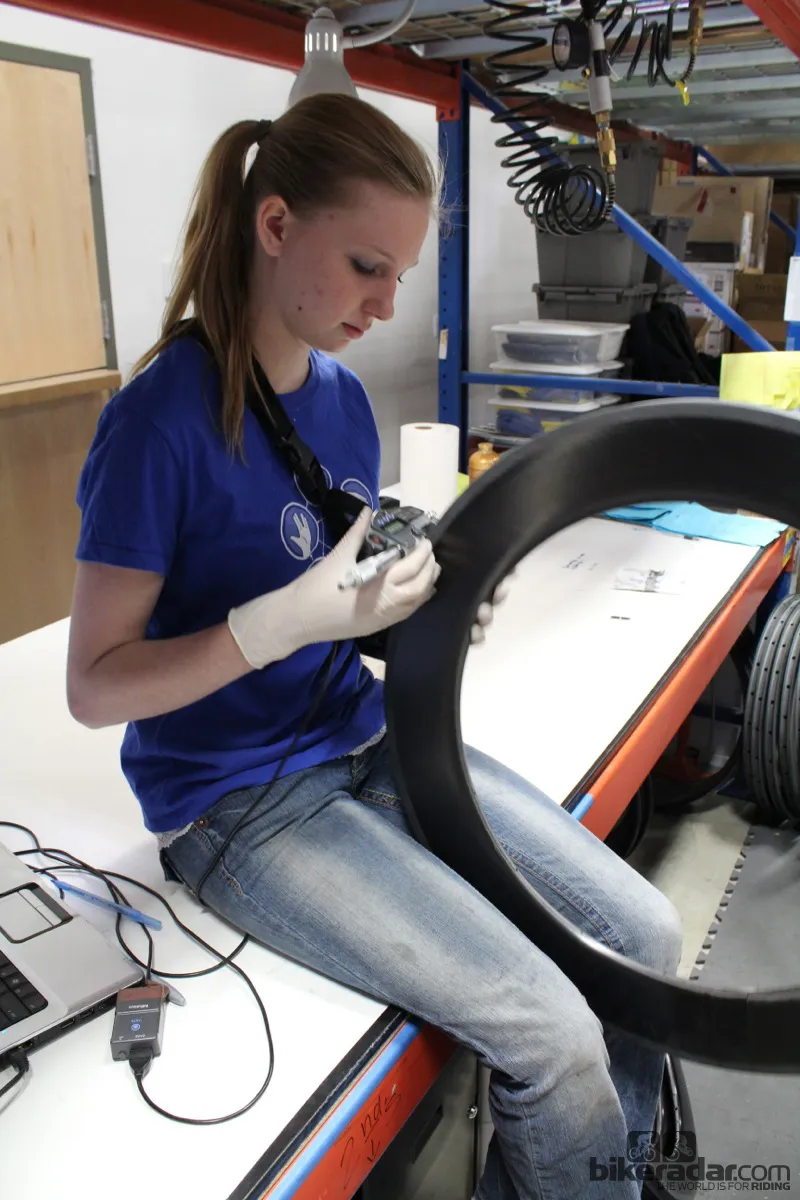
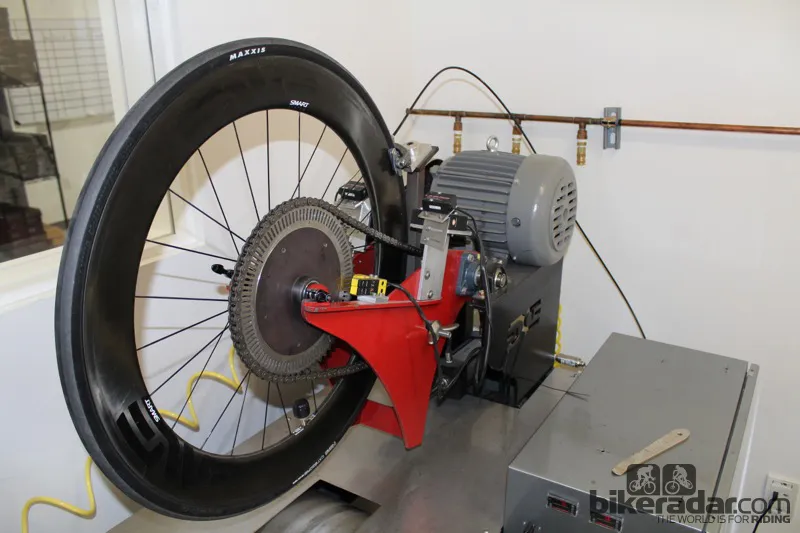
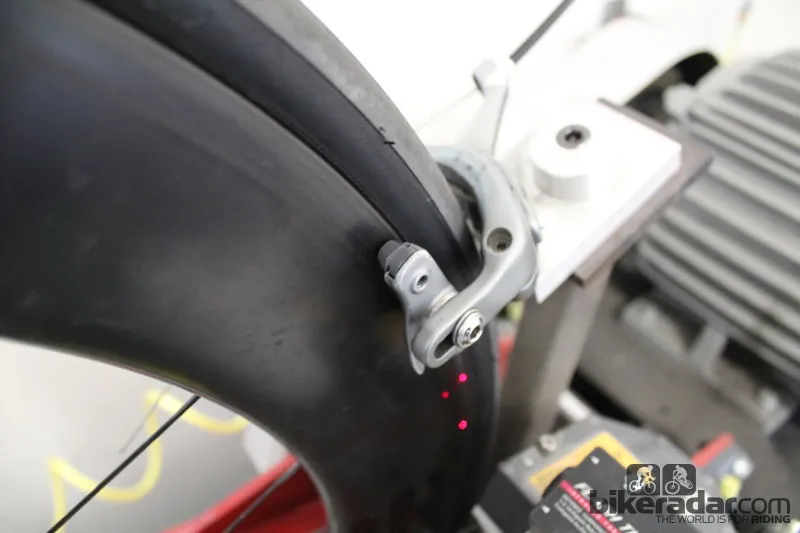
Check out our image gallery for a tour through the assembly and testing lines of the carbon fiber specialists.
Aerodynamicist Simon Smart, ENVE CEO Sarah Lehman and company founder Jason Schiers
