














BikeRadar recently visited Kask’s production facility in Italy where we learned how a modern in-mould helmet is produced.
The exact model, whose production we shadowed, was Kask’s long running and successful Protone road lid. It’s this process, and slight variations of it, that sees Kask produce around 800,000 helmets a year in Italy.
You can think of a modern in-mould helmet as being made of two key parts: the shell and the liner. We kick off with the production of the shell below.
Thermoforming
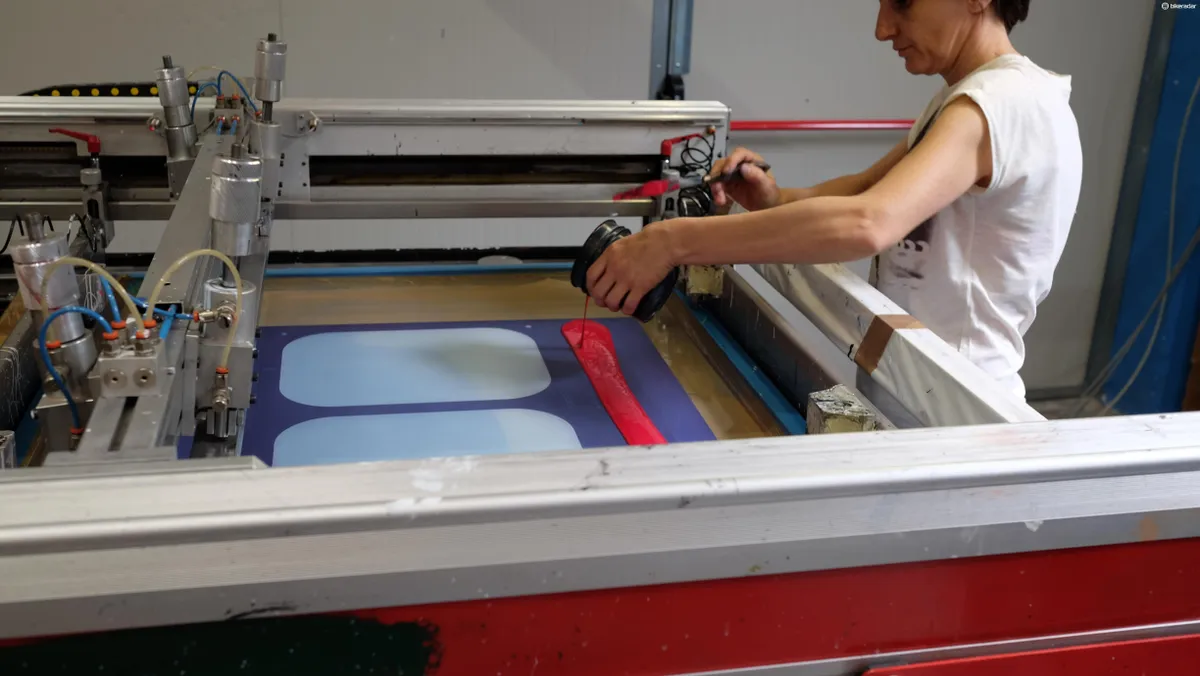
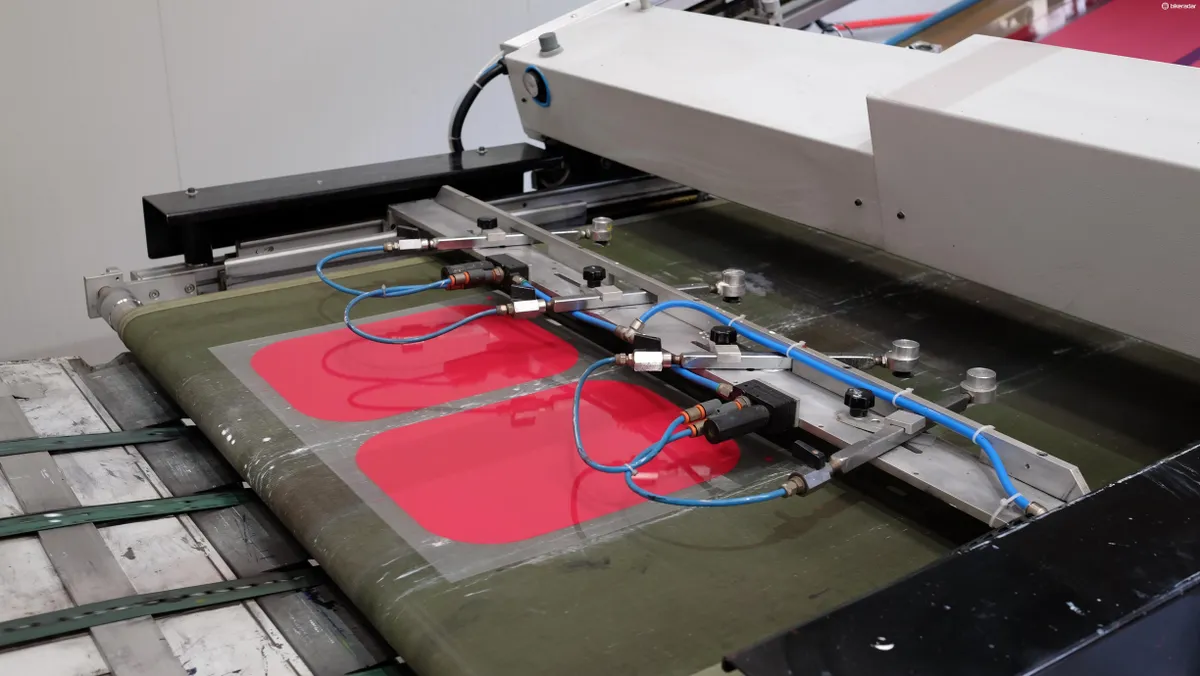
The shell of our helmet starts off life as a single polycarbonate sheet. One that is then loaded into a large printing machine.
Paint is then added by hand into the machine using pre-mixed colours.
Multiple layers of paint are often used to achieve the correct finish, with certain fluoro colours requiring this process to be completed seven times!
Each layer of paint takes approximately 40 minutes to dry.
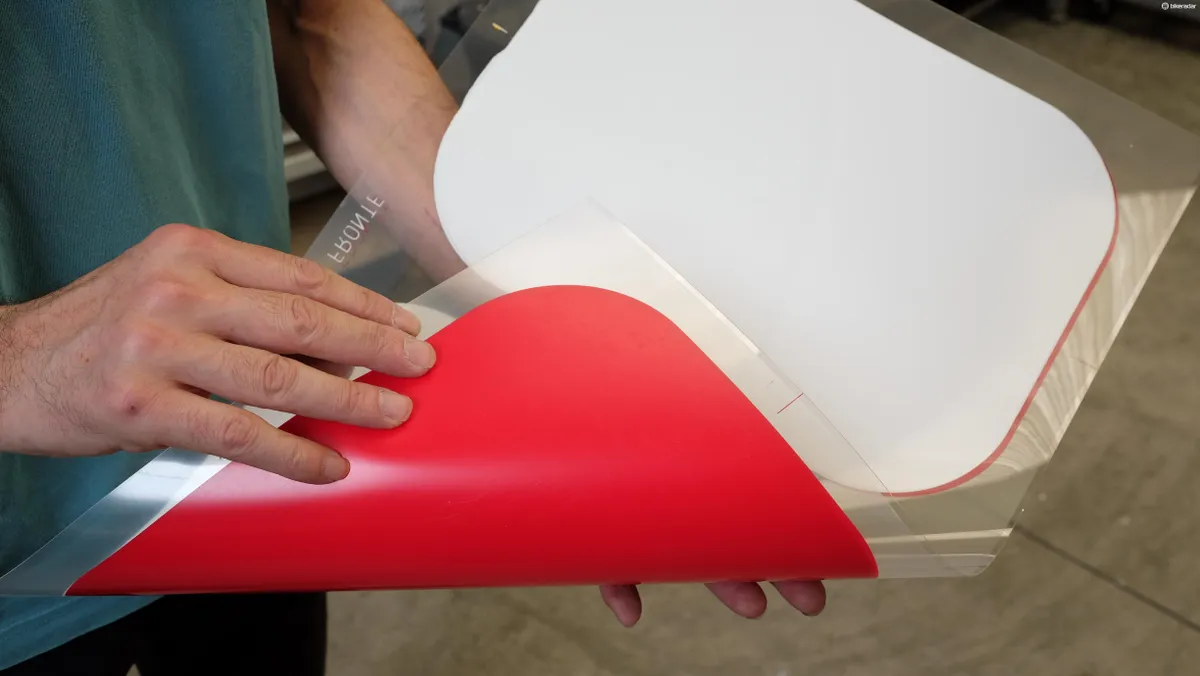
The sheets can then be loaded into the manufacturer’s vacuum forming machine where the polycarbonate is heated to around 90 degrees before it is drawn over a helmet-shaped mould as air is quickly removed.
The raised section of polycarbonate sheet — part of the shell — must then be cut from the excess material that surrounds it.
The raised section of polycarbonate sheet — part of the shell — must then be cut from the excess material that surrounds it.
The raised section of polycarbonate sheet — part of the shell — must then be cut from the excess material that surrounds it.
The raised section of polycarbonate sheet — part of the shell — must then be cut from the excess material that surrounds it.
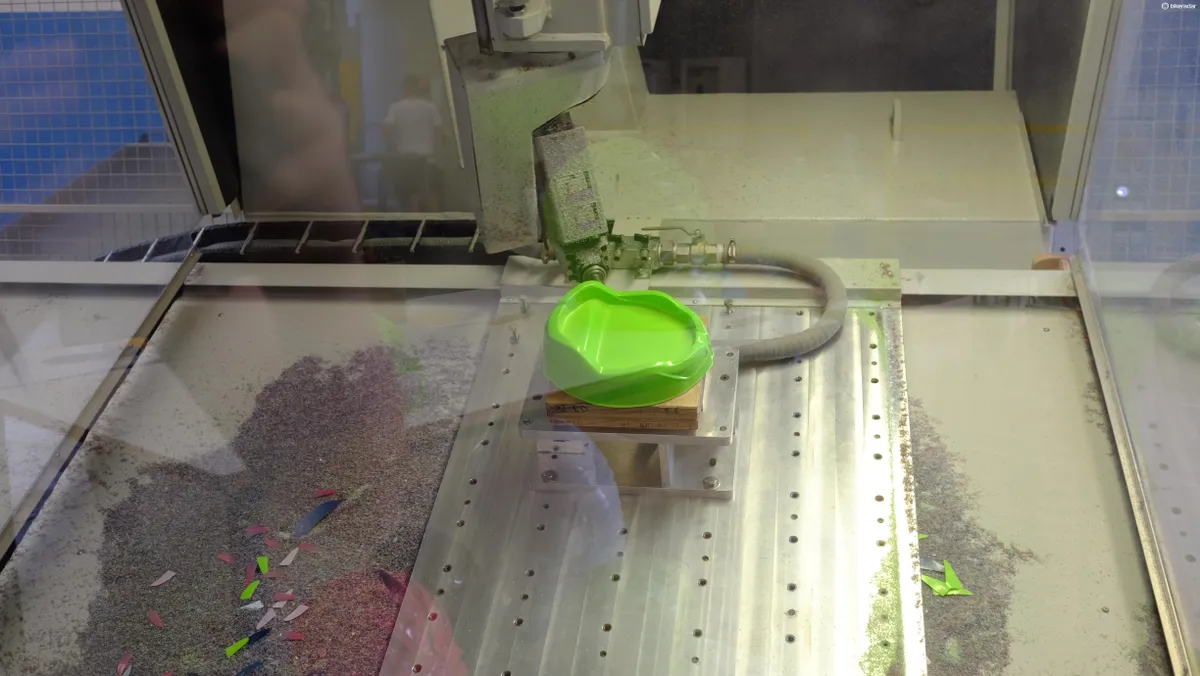
Other sections of the shell are produced in the same way but require additional finishing.
These parts are placed onto a wooden mould while a pre-programmed CNC machine makes precision cuts to the plastic for any vents or edges.
Please don't be confused by the altering colours here, the factory handles many different colour options!
Suddenly things start to look a whole lot more helmet-like.
In-moulding
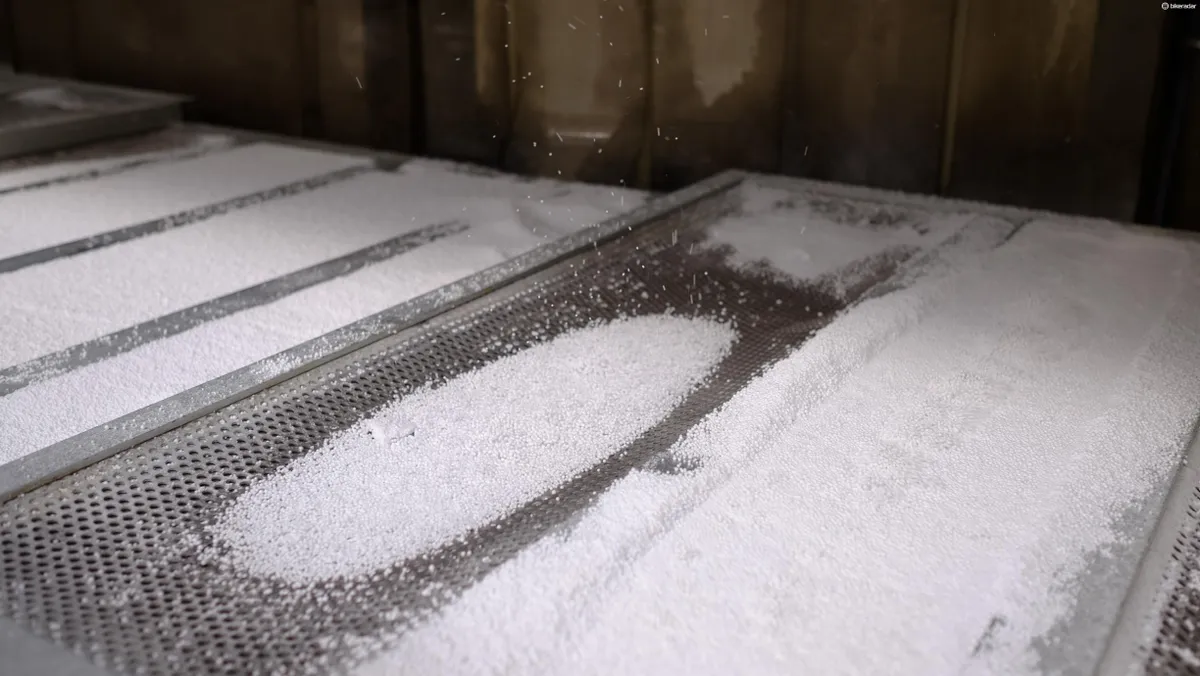
The helmet’s liner is made by expanding granules of EPS foam within a mould. The powdered foam expands when it is subjected to a combination of steam and pressure.
The expanded polystyrene (EPS) beads arrive in powdered form and are stored in vast vats at one side of the factory, and are divided into different types and densities.
Steam is applied to the sherbet-like polystyrene, which then causes each one to expand significantly. After a few hours of rest these beads adopt the correct shape and are ready for the next step of the process.
The shell we made earlier is then placed into a mould along with various pre-made plastic components. These plastic inserts form part of a structurally significant skeleton-like form within the helmet’s liner and are often necessary to keep helmets with large vents from separating in case of an impact.
Unfortunately, what takes place next I wasn’t allowed to photograph, but it’s best described as making a big helmet sandwich.
Two opposing sides of a large and scary machine are loaded with what will effectively become the top and bottom of the helmet. Then, once all human limbs are out of the way, the machine comes together in a way that’s reminiscent of the trash compactor scene in the first Star Wars film.
Lots of hissing and flicking dials confirm that the polystyrene beads are making their way into the now closed mould.
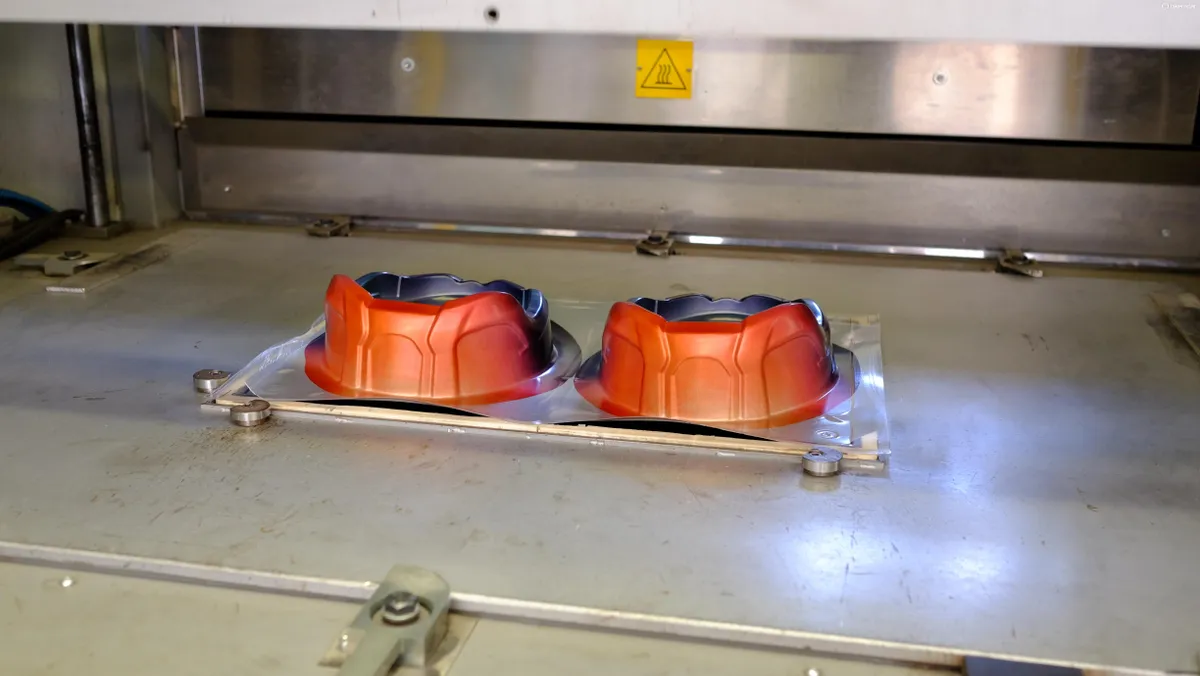
Approximately six minutes later and the halves separate once more, leaving a combined shell and liner in the form of a helmet that is very nearly complete.
The helmet can now be gently prised from its inner mould, and is then kept in a dehumidified environment to remove any moisture.
The helmet can now be gently prised from its inner mould, and is then kept in a dehumidified environment to remove any moisture.
The lids are then shipped to another facility where the chin strap, retention system, padding and stickers are applied.
Finally, quality control checks are completed before the helmet makes its way onwards through Kask’s distributor networks and eventually onto the heads of riders.
