
























Carbon fiber can make for a bumpy ride, but after a few challenging years Reynolds has refocused its business and is hoping for fast and smooth roads (and trails) ahead. BikeRadar visited the brand-new Reynolds headquarters in Sandy, Utah, where the company tests and designs wheels and makes the tools for its wholly-owned Chinese factory, where most of the hoops are made.
As of March, Reynolds has been in a 25,000sq-ft facility just south of Salt Lake City, having moved from its nearby previous home of 15 years. While newer is often nicer, the move is also symbolic, as Reynolds has left behind many other components of the business – forks, tubing, windsurfing, auto racing parts – to focus strictly on high-end bicycle wheels.
Reynolds' parent company, MacLean-Fogg, has purchased a number of carbon brands over the past two decades – Quality Composites (tubing), Reynolds (forks), Lew Composites (wheels) – but began to struggle with its assortment of products.
Reynolds was known in the US years ago for steel tubing. The relationship with Reynolds UK began as a licensing deal to use the brand name for carbon tubing. To sort it all out, MacLean brought in Mike Dufner and Dean Gestal as CFO and CEO respectively.
Reynolds' history with carbon goes back to the Ouzo Pro
"Dean and I realized that the wheel business had great patent protection, good designs and good margins," Dufner said. "We realized forks were becoming a commodity. Easton came in and began selling them for what we could make them for."
So Reynolds stopped that, and sold off the tubing and windsurfing elements to focus on bike rims.
Designed in Utah, built in China
Today, Reynolds has six engineers in Sandy, including wheel guru Paul Lew and new head of engineering Kim Kington, who came from the aerospace industry. "It's a bit of a change," Kington said, "but in both fields everyone wants to go faster and lighter. It's all about aerodynamics."
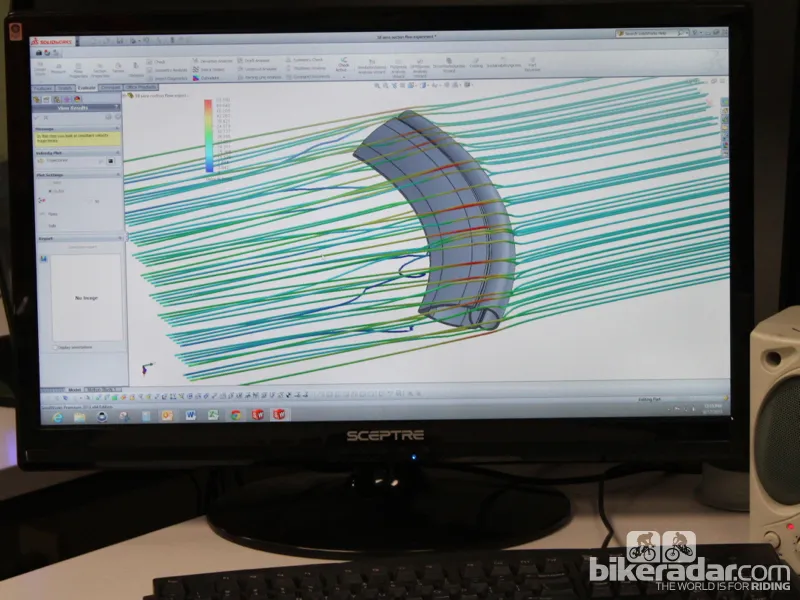
All the new rims are designed using CFD (computational fluid dynamics) and then tested in wind tunnels. "Tunnels are good for validation of designs, but they are not an effective way to actually design," said Lew, who has been making carbon rims for more than 20 years. "I think you'll see wind tunnels start to become more popular for rider position and gear selection, but not so much for designing product."
Reynolds recently invested nearly half a million dollars (approximately £318,000) in machines to make the molds used to build carbon rims. It takes about two days to machine a mold, Kington said. The clam-shell molds are all made in Utah, then shipped to China, where Reynolds owns its own factory in Guangzhou.
One of Reynolds' mold-making machines
"Opening our own factory was a terrible way to start," Dufner said of the early days in China. "It took lots of years and mistakes to figure it out, but the end result is total control of the end product. We have our people, our process and our products."
Reynolds buys hubs and spokes from DT Swiss and other vendors. To build a rim, it cuts out pieces of carbon fiber impregnated with its own resin, then packs those together with a vacuum table. Those pieces are then hand-laid into clam-shell molds, which are clamped together over a bladder and placed in an oven.
Reynolds has two functional ovens in Sandy that are identical to the 20 used in China. The company also still has the original altered pizza oven that Lew used to make rims in the early 1990s, included those branded 'Rolf' and ridden by the US Postal Service Team at the Tour de France.
Testing, testing
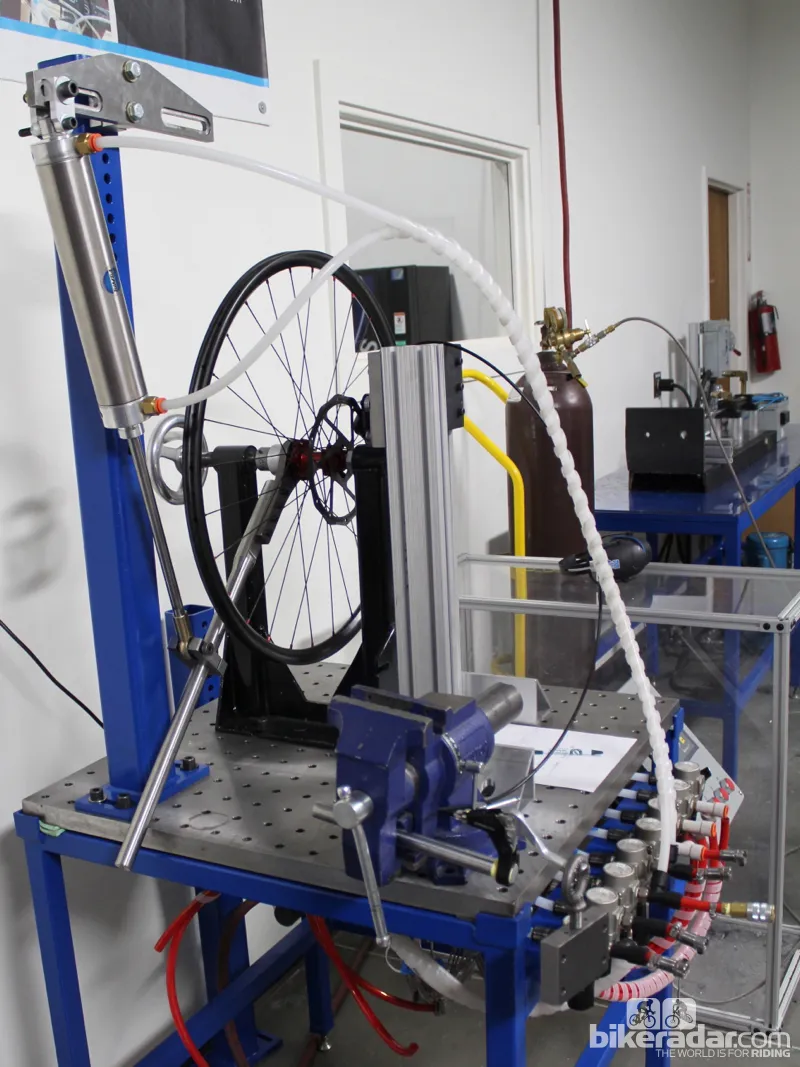
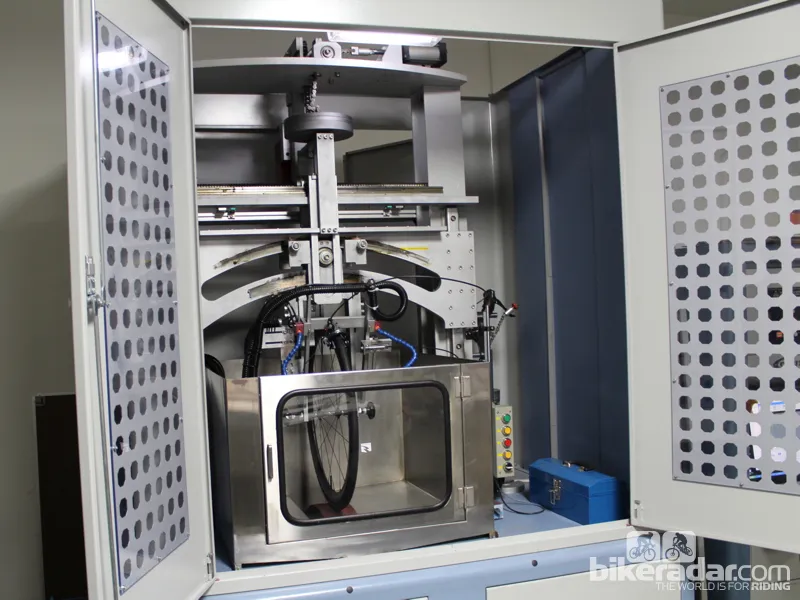
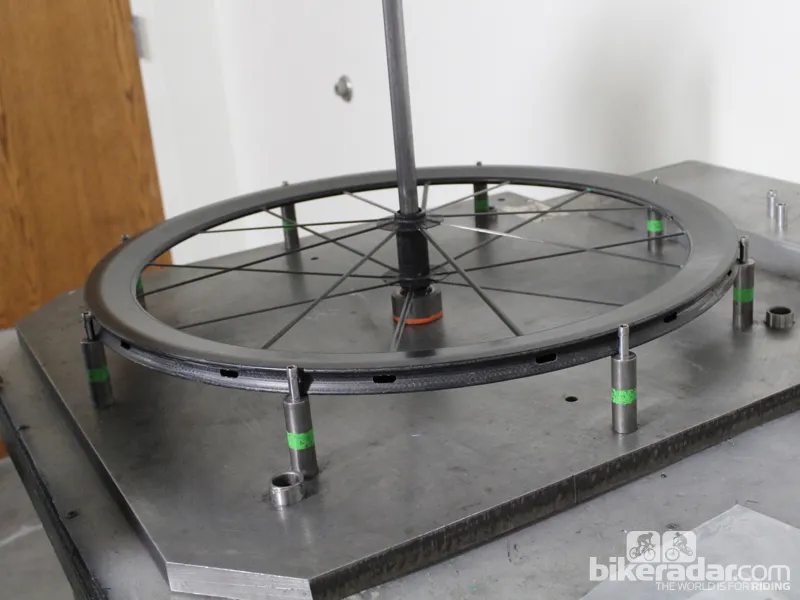
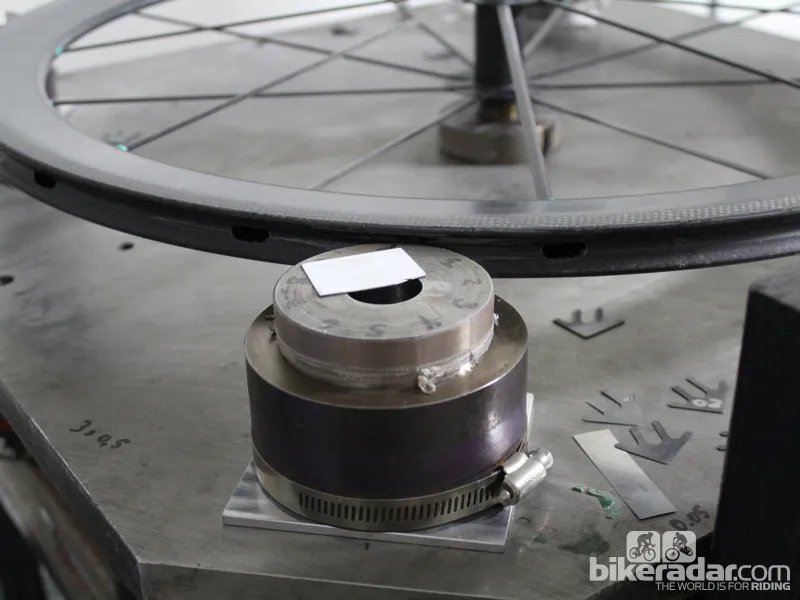
Reynolds does a few types of rim and wheel testing in Sandy as well, including impact (50lb dropped from 350mm on a bare rim three times), braking and pressure.
The Big Bertha machine can apply calibrated brake loads to a spinning wheel under a 60kg (27lb) load. The Reynolds brake test is a 16-minute continuous process during which braking ramps up to a maximum of 1,200 watts. The machine can measure braking force, temperature and time to stop under a given pressure at a given speed.
Heat failures from braking friction were an early Achilles' heel for carbon clinchers, when the resin would heat up and the rim would bend or burst, but Lew contends that that's all in the past now: "In 2004, 2005 and 2006, we were guilty of heat failure, but certainly since 2010 those problems were gone."
This rim exploded at 350psi of tire pressure
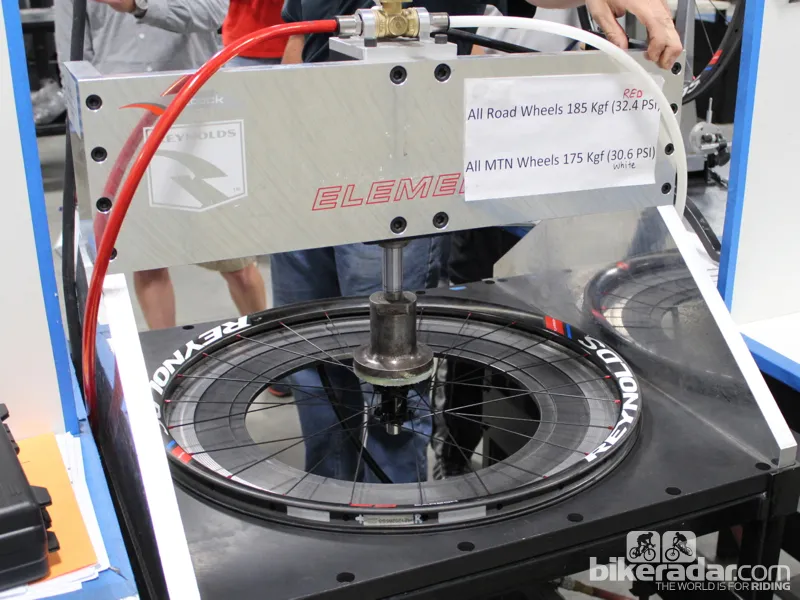
Reynolds also tests rims for pressure – during the tour, a carbon clincher rim blew out at 350psi.
This week, Reynolds will be releasing information on its 2014 lineup, which includes some wider rims with snub-nosed spoke beds, a big divergence from the brand's signature pointed rims. We'll bring you that story in the coming days.

