Gallery: A sneaky peek inside Miche’s components factory
Gallery: A sneaky peek inside Miche’s components factory
We get a glimpse inside the Italian brand’s HQ manufacturing plant
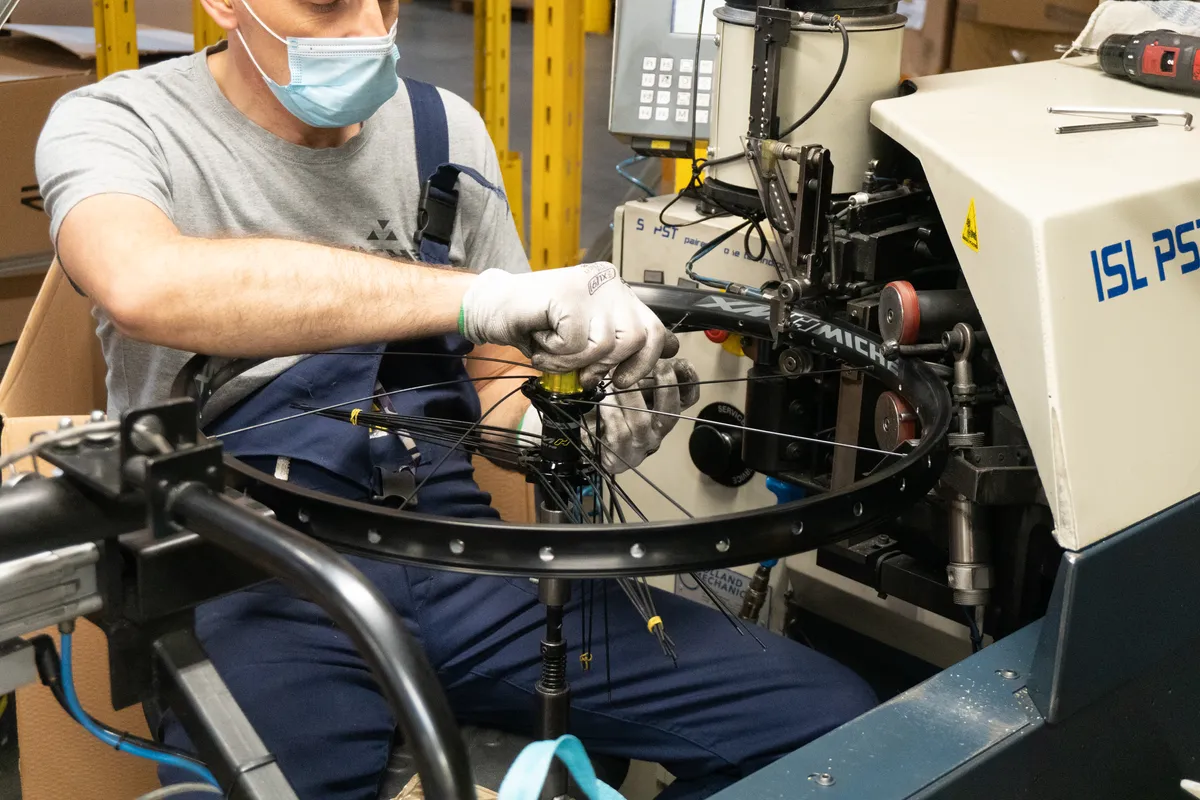
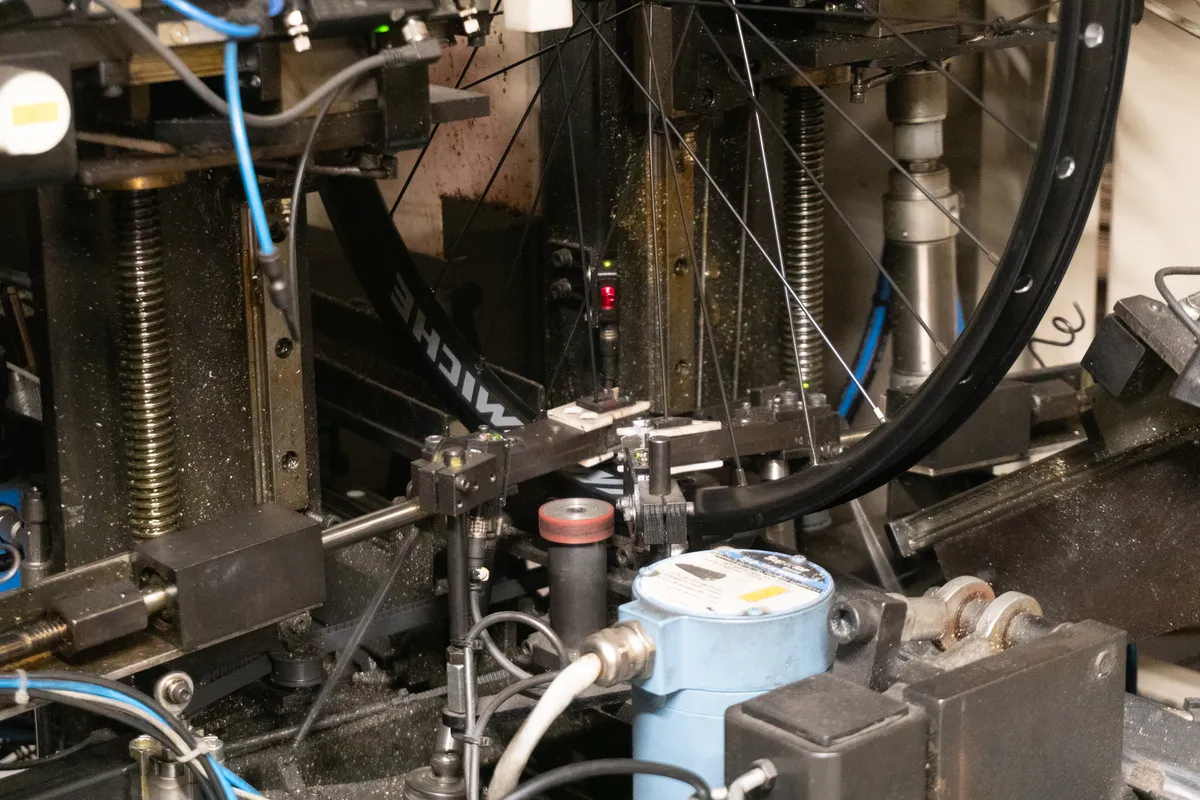
Once the wheels have been tensioned and trued (Miche allots a 75-second time frame for the trueing machine to do its work, before the wheel is either accepted or rejected), it gets racked up ready for packing.
Miche isn’t the best known components manufacturer around – not when you compare it to the likes of Shimano, SRAM and FSA – but it’s had its fair share of success when it comes to high-performance components.
Recently acquired by Wilier Triestina, Miche can lay claim to supporting the Italian individual pursuit team to 2020 Olympic gold, plus a World Championships title and world record (in no small part thanks to time-trialling maestro, Filippo Ganna) with its Pistard Oro crankset, as well as podium-topping success at Unbound this year.
Meanwhile, a quick glance at the timeline Miche showcases on a wall in its San Vendemiano HQ, an hour north of Venice, reveals a history that dates back to 1919, starting out in bike design before progressing to motorcycles.
The Miche we know today really came into existence in 1948, as a separate components arm to the Michelin family’s (no, not that Michelin) wider businesses.
Miche's presentation room is awash with products past and present. - Ashley Quinlan / Our Media
Miche's presentation room is awash with products past and present. Over time, it sprawled into making everything from seatpins and quick releases, to hubs and the brand's first full-carbon wheelsets in 2005.
And while it might not be the first name you think of when it comes to cycling components, Miche (pronounced 'meeka') hopes its growing range of carbon wheelsets – both at the ‘Supertype’ top level and more affordable models – will establish the brand as a major player in the components arena.
In a world where components are struggling to make it to market, it's refreshing to see stock on the shelves of a working factory. - Ashley Quinlan / Our Media
Then there’s the link with Wilier – could the marque also become a supporting brand à la Roval (Specialized), Bontrager (Trek), Cadex (Giant) and Syncros (Scott), as well as a purveyor of its own products at both an aftermarket and OEM level? Time will tell.
Either way, there's a growing trend towards bike brands extending their influence into the world of components.
Inside Miche’s manufacturing process
We got an inside look at how Miche goes about its daily business, with a tour of its production line. Here’s what we spotted along the way.
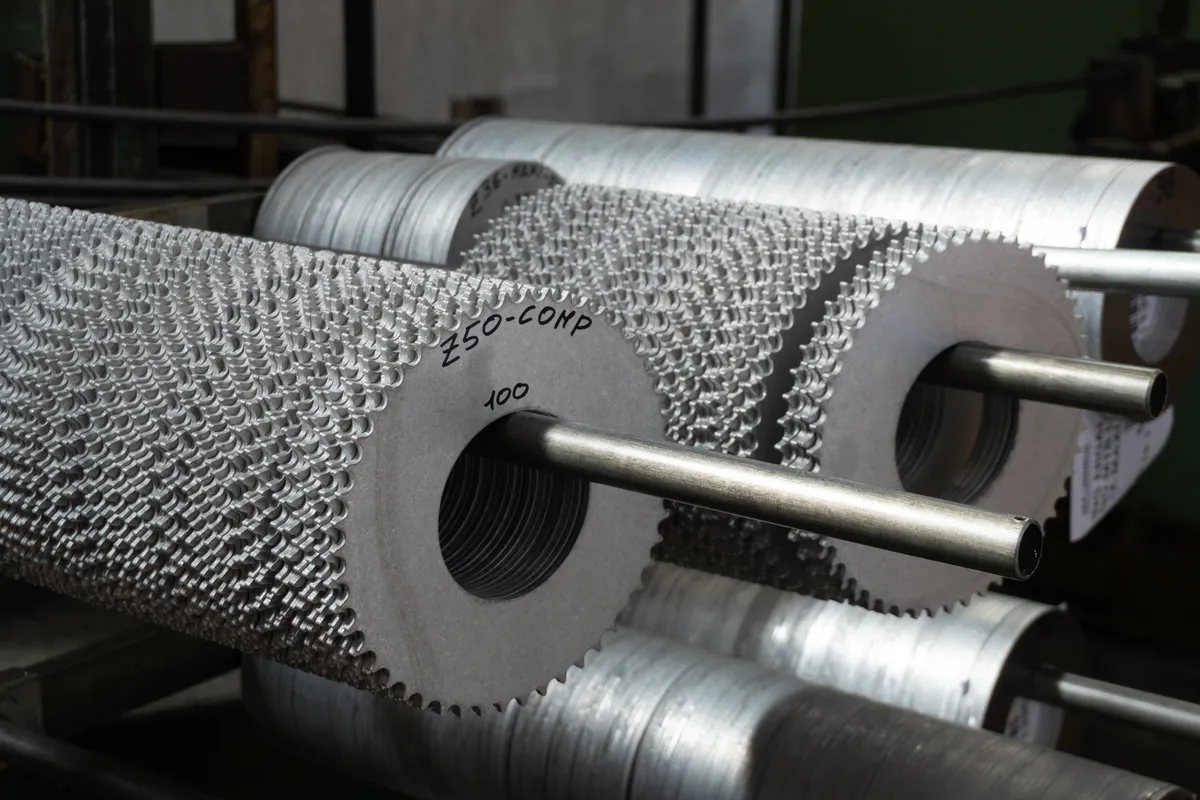
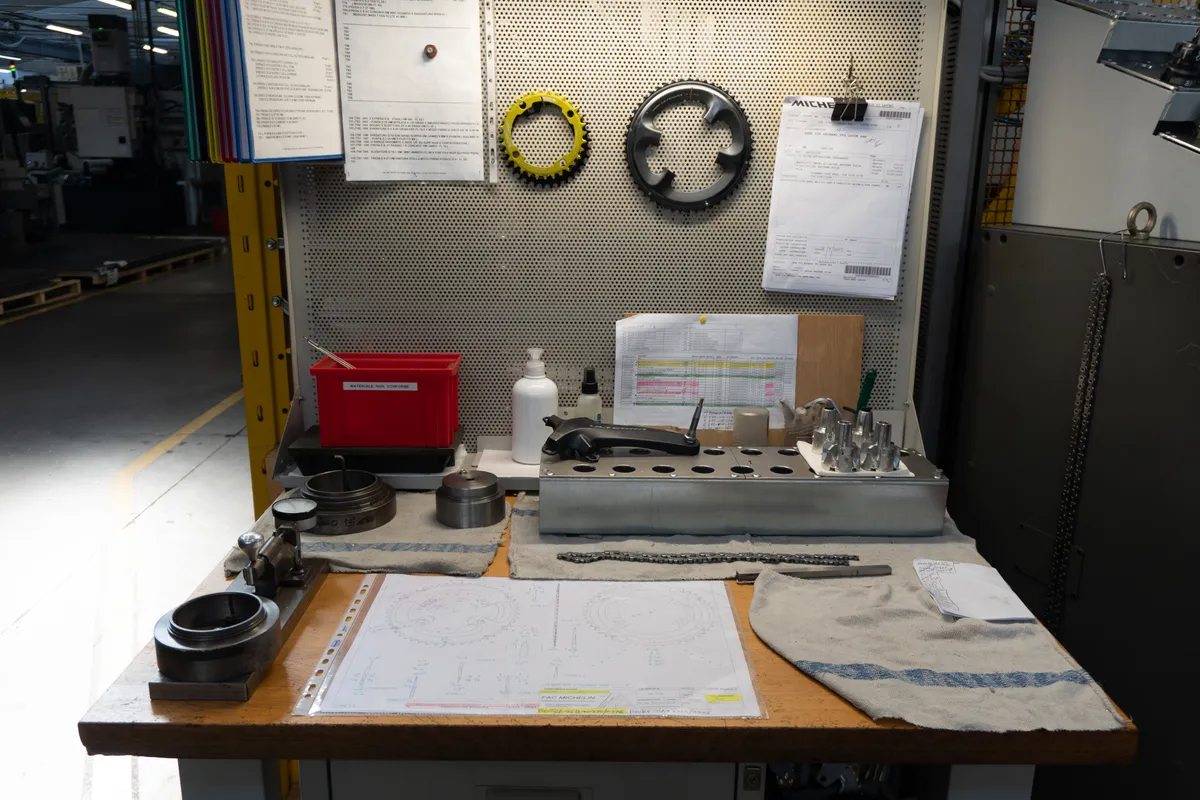
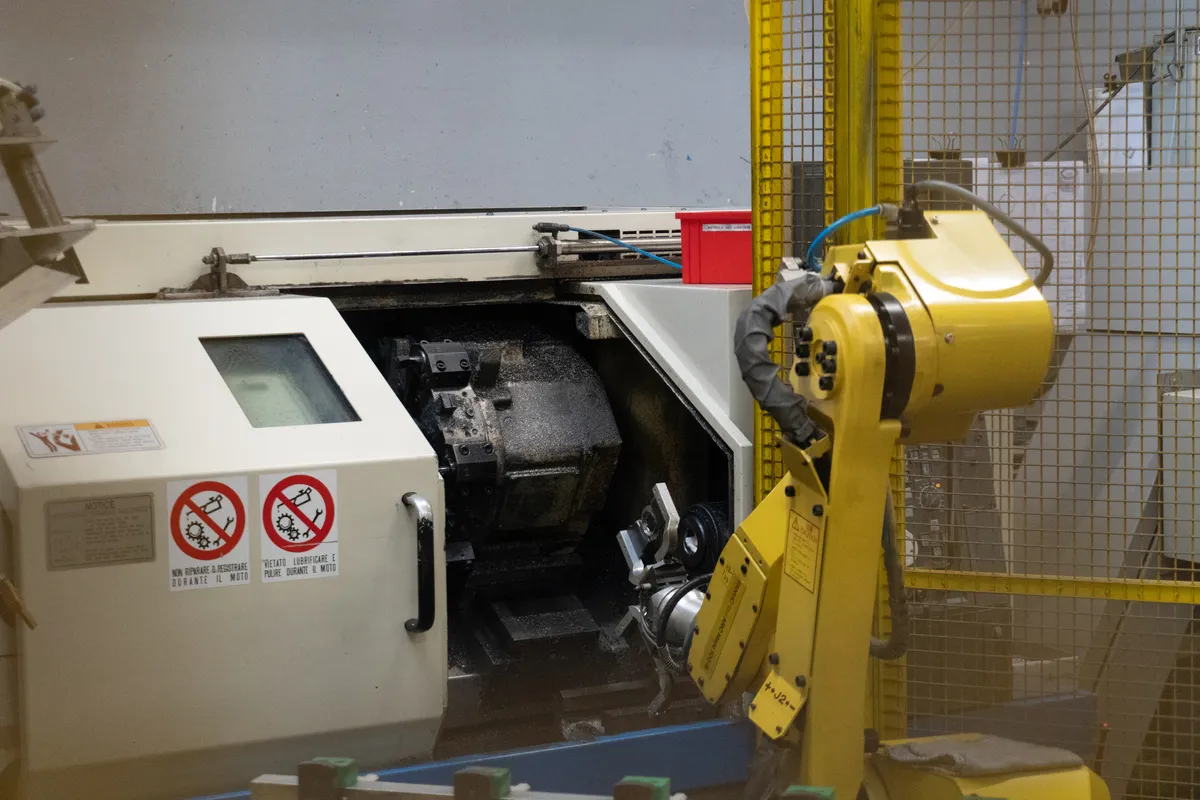
On its production line, Miche has racks of uncut and cut chainrings. - Ashley Quinlan / Our MediaEach row is numbered, corresponding to an internal code system for each product Miche makes in house. - Ashley Quinlan / Our MediaWe love to see a neat and tidy workman's desk... - Ashley Quinlan / Our Media...this one features the schematics for chainrings designed to fit a Shimano Ultegra R8000 crank arm. - Ashley Quinlan / Our MediaThis machine is over five metres tall, with the visible pistons able to stamp through steel to create the necessary shapes for sprockets. - Ashley Quinlan / Our MediaAfter the stamp machine has been employed, the still-untreated sprockets come out looking like this. - Ashley Quinlan / Our MediaThere are several of these devices around the factory, so Miche's engineers can batch test the sprockets for cut accuracy. - Ashley Quinlan / Our MediaThere's something slightly mesmeric about identical sprockets arranged neatly on top of each other. - Ashley Quinlan / Our MediaThis robotic arm is designed to cut smaller sprockets, running through a series of pre-programmed movements, depositing a freshly cut ring. - Ashley Quinlan / Our MediaThis is the result. - Ashley Quinlan / Our MediaAll this machining inevitably leads to some waste. Miche tells us this is disposed of responsibly. - Ashley Quinlan / Our MediaOf course, Miche also makes wheels. Here, one of the Italian brand's wheel builders begins lacing a hub to a rim. - Ashley Quinlan / Our MediaOnce the wheel builder has finished a wheel, it's put onto this jig for tensioning. - Ashley Quinlan / Our MediaThe two arms at the bottom of the tension machine gradually torque up the spokes to the right tension. - Ashley Quinlan / Our MediaOnce the wheels have been tensioned and trued (Miche allots a 75-second time frame for the trueing machine to do its work, before the wheel is either accepted or rejected), it gets racked up ready for packing. - Ashley Quinlan / Our MediaThe wheels are boxed up for storage - they'll be packed later as wheelsets or individual wheels. - Ashley Quinlan / Our Media
Ashley is BikeRadar’s road lead, heading up our road, gravel and urban bike tech coverage. A trained journalist, he has been working in the bike industry for over a decade and riding for much longer. He joined BikeRadar in 2022 as senior technical editor.
He has written for road.cc, ebiketips, RoadCyclingUK, Triathlon Plus magazine and Red Bull, plus worked in PR for some of the industry’s biggest brands, and content marketing for an emerging e-scooter company.
Ash is a road cyclist, and has completed La Marmotte Granfondo Alpes and the Étape du Tour (twice) – something of an irony, given his non-climbing stature. He’s firmly getting to grips with gravel riding too, although the road is where his heart is. One day, he’ll buy an XC mountain bike before it’s ‘too late’.
He enjoys testing products he thinks can make a tangible difference to a rider’s experience, from wheelsets to rain jackets, groupsets to tyres. Ash is always keen to share his nuanced findings in features about his tests, recognising one person’s perfect solution might be another’s worst nightmare.
In 2025, Ash is targeting his first 200km audax and hopes to give bikepacking a try.
Height: 188cm
Bike size: 56-58cm
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk