Watch as molten metal magically turns into finished frames
Giant receives raw aluminum tubing into its Taichung, Taiwan factory from another Giant facility that smelts its own alloys. All of the butting, shaping, and drawing is done here in-house
Giant receives raw aluminum tubing into its Taichung, Taiwan factory from another Giant facility that smelts its own alloys. All of the butting, shaping, and drawing is done here in-house - James Huang/Future Publishing
Giant manufactures a heck of a lot of aluminum frames so it's no surprise to see massive amounts of raw materials on site - James Huang/Future Publishing
Raw aluminum tubing racked up and waiting for its turn through the machine - James Huang/Future Publishing
Giant uses a wide range of tube dimensions, each of which requires its own die - James Huang/Future Publishing
Giant uses both air-assisted forming and hydroforming to shape its aluminum tubes. Air-assisted forming is less expensive and is reserved for mid-priced frames while the more expensive hydroforming process can create more complex shapes - James Huang/Future Publishing
Giant has several of these massive hydroforming presses on site - James Huang/Future Publishing
Freshly hydroformed seat tubes and top tubes - James Huang/Future Publishing
Giant's hydroforming process can create surprisingly intricate shapes out of essentially round blanks - James Huang/Future Publishing
The air-forming process isn't as involved as hydroforming, says Giant. The two ends are sealed off and then the interior is pressurized under heat to push the walls out against the mold walls - James Huang/Future Publishing
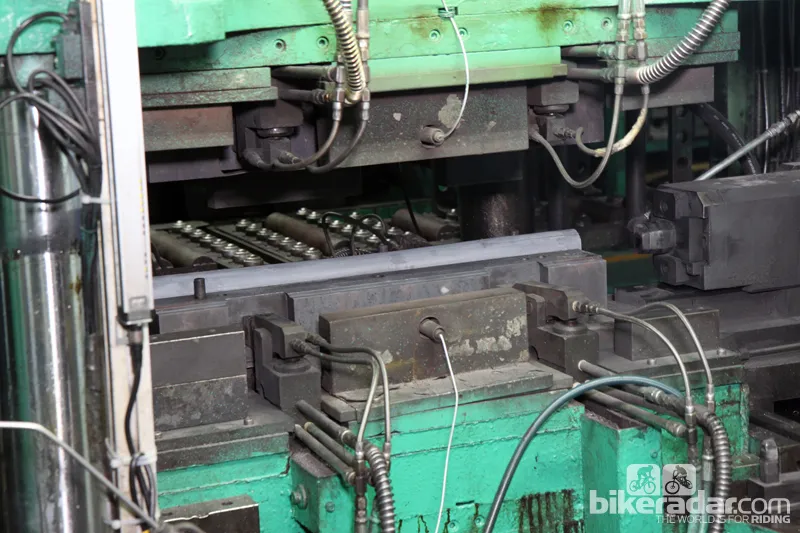
The machinery involved in hydroforming is absolutely enormous compared with the parts that are being formed - James Huang/Future Publishing
After forming, the tubes are subjected to various chemical and heat treatments to prepare them for welding - James Huang/Future Publishing
All cleaned up and ready to miter - James Huang/Future Publishing
Frames and frame parts are soaked in automated solution baths - James Huang/Future Publishing
The aluminum half of Giant's Taichung factory is certainly more cacophonous than the carbon side, which is comparatively quiet and peaceful - James Huang/Future Publishing
The welded joints on Giant's hydroformed aluminum frames require complex miters - James Huang/Future Publishing
There are endless shelves of fixtures and clamps for various frame models and processes - James Huang/Future Publishing
As with the carbon frames, individual frame sections have all of their requisite holes formed before the sections are joined together - James Huang/Future Publishing
Frame welders are apparently among the highest-paid workers in the Giant factory. It's a process that isn't easily automated in this situation and the results hold not only structural but visual consequences - James Huang/Future Publishing
Giant has a veritable army of welders on hand in its Taiwan factory - James Huang/Future Publishing
For the most part, welders are supplied with individual cubicles so they can get their work done relatively undisturbed - James Huang/Future Publishing
Various jigs are used for the initial tack welding - James Huang/Future Publishing
Front triangles sit on this rotating rack as they transition from the tacking station - James Huang/Future Publishing
Head tubes are apparently a very handy way to store frames in transition - James Huang/Future Publishing
Sure, the frame itself is fairly interesting on its own - but take a good look at the industrial jig to which it's connected. Wow - James Huang/Future Publishing
Checking dropout alignment - James Huang/Future Publishing
Frames must match the dimensions specified in the drawing - James Huang/Future Publishing
These tack welds just hold the frame pieces in alignment until they can fully welded - James Huang/Future Publishing
Racks of frames on their way into the solution baths post-welding - James Huang/Future Publishing
Racks of frames travel overhead into sequential solution tanks. If the surfaces aren't perfectly clean, the paint won't stick - James Huang/Future Publishing
Clean frames ready for finish work - James Huang/Future Publishing
Some welds are left raw while others are sanded down, depending on the specifications outlined in the drawing - James Huang/Future Publishing
Something about this process doesn't seem particularly safe… - James Huang/Future Publishing
Primed frames travel through the rafters on their way to the paint department - James Huang/Future Publishing
Look up! Frames travel at eye level but also overhead as they make their way to various areas - James Huang/Future Publishing
Many already know about how Giant is one of very few companies that manufactures carbon frames from raw fibre instead of ready-made pre-preg materials. What isn't as well known, though, is that Giant also uses a similar in-house approach for its aluminium bikes, too. Take a walk with us as we give you an in-depth look at how it's done.
That Giant builds such a staggering number of carbon fibre frames in-house from raw fibre – not ready-built pre-preg shipped from suppliers – is impressive on its own. What's even more incredible, though, is that the company adopts a similar approach with its aluminium frames, too.
Giant's alloy frames start life about 800km (500mi) north in Kunshan on mainland China at a facility called Giant Light Metal. Here, Giant actually smelts its own alloys, casts its own billets and extrudes its own tubing. In other words, when the company slaps its house-brand 'ALUXX' label on a frame, it really is a Giant product and not simply a rebadged item from someone else.
Heavyweight tubing sheds some weight
Raw tubing is shipped from Giant Light Metal over to the frame factory in Taichung, where it undergoes more rigorous forming operations. As it arrives, the tubing is all round, relatively thick and straight-walled, and far too heavy for use in higher-end bicycles.
Raw aluminum tubing racked up and waiting for its turn through the machine: raw aluminum tubing racked up and waiting for its turn through the machine - James Huang/Future Publishing
Raw aluminium tubing racked up and waiting for its turn through the machine
Once in Taichung, that tubing is cut to manageable lengths and then forced through a number of dies that reduce the wall thicknesses and refine the grain structure to make it both lighter and more durable than before. As this point, the tubing can already be used to build high-quality frames.
Giant receives raw aluminum tubing into its taichung, taiwan factory from another giant facility that smelts its own alloys. all of the butting, shaping, and drawing is done here in house: giant receives raw aluminum tubing into its taichung, taiwan factory from another giant facility that smelts its own alloys. all of the butting, shaping, and drawing is done here in house - James Huang/Future Publishing
Giant receives raw aluminium tubing into its Taichung factory from another facility operated by the firm, which smelts its own alloys
Giant goes further yet, however, with additional shaping that gives the tubing more direction-specific properties. Hydroforming (which uses pressurised oil to push the tubing outward against a steel mould) is the preferred method for higher-end frames while air forming (which uses hot, pressurised air instead of oil) is used for mid-range models.
The machinery involved in hydroforming is absolutely enormous as compared to the relatively small parts that are being formed: the machinery involved in hydroforming is absolutely enormous as compared to the relatively small parts that are being formed - James Huang/Future Publishing
The machinery involved in hydroforming is absolutely enormous compared with the parts being formed
In either case, the result is complex tube shapes with very good tube wall thickness control. In many cases, the tubes can emerge from the press with hard points, such as suspension pivot mounts, built right into the structure of the tube, thus cutting down on subsequent forming and welding steps.
Giant's hydroforming process can create surprisingly intricate shapes out of essentially round blanks: giant's hydroforming process can create surprisingly intricate shapes out of essentially round blanks - James Huang/Future Publishing
Giant's hydroforming process can create surprisingly intricate shapes out of essentially round blanks
Afterwards, tube ends are mitred and deburred, and holes are drilled for water bottle bosses, internal housing ports, and suspension hardware. Each process is done on a dedicated jig to help ensure repeatability and accuracy.
All cleaned up and ready to miter: all cleaned up and ready to miter - James Huang/Future Publishing
All cleaned up and ready to mitre
Once the shapes are formed, all tubing is prepped for welding. It's given a rough polish and is chemically treated to remove any surface contaminants that might otherwise preclude a reliable joint.
The welded joints on giant's hydroformed aluminum frames require complex miters: the welded joints on giant's hydroformed aluminum frames require complex miters - James Huang/Future Publishing
The welded joints on giant's hydroformed aluminium frames require complex mitres
Makers at work
Now that all preparatory steps have been completed, it's time to set everything up in jigs and do some welding. Contrary to popular misconception, these frames aren't built by robots. Instead, Giant employs banks of actual people to lay down the welding rod.
Giant has a veritable army of welders on hand in its taiwan factory: giant has a veritable army of welders on hand in its taiwan factory - James Huang/Future Publishing
Giant has a veritable army of welders on hand in its Taiwan factory
As one would expect in an operation of this size, though, there are some processes in place to boost efficiency. While each frame isn't completely welded from start to finish by one worker, they're not done in full-on assembly line style, either.
Front triangles sit on this rotating rack as they transition from the tacking station: front triangles sit on this rotating rack as they transition from the tacking station - James Huang/Future Publishing
Front triangles sit on this rotating rack as they transition from the tacking station
Rather, frames progress in a handful of steps through several workers. For example, jigging and tacking is done in one area, one worker might weld an entire front triangle, and then another might do the rear end.
For the most part, welders are supplied with individual cubicles so they can get their work done relatively undisturbed: for the most part, welders are supplied with individual cubicles so they can get their work done relatively undisturbed - James Huang/Future Publishing
Welders are mostly supplied with individual cubicles so they can work relatively undisturbed
Alignment is checked at several points during the process, too, using a mix of manual gauges and laser sights.
Checking dropout alignment: checking dropout alignment - James Huang/Future Publishing
Checking dropout alignment
Once welding is completed, frames are sent off for the first round of heat treatment (to T4 spec, for those that are interested), checked again for alignment, then sent for the final round of heat treatment (T6 spec).
After all that, the frames are off for final polishing, cleaning, and prep for painting.
Some welds are left raw while others are sanded down, depending on the specifications outlined in the drawing: some welds are left raw while others are sanded down, depending on the specifications outlined in the drawing - James Huang/Future Publishing
Some welds are left raw while others are sanded down
From the time the raw tubing arrives in Taichung to finished product, Giant says an aluminium frame can theoretically be manufactured in about two hours.
In our fourth and final installment of this exclusive factory tour, we'll take you through the painting process and show you how Giant builds up all of these frames into complete bikes.
James Huang is BikeRadar's former technical editor. After leaving BikeRadar in 2016, he worked at CyclingTips and Escape Collective. He now runs the Substack cycling publication N-1 Bikes.
This website is owned and published by Our Media Ltd. www.ourmedia.co.uk